Popularizing innovative energy vehicles is a strategic decision for promoting green growth and ensuring energy security. It is a significant step in reducing carbon emissions in the automobile industry, particularly toward achieving carbon neutrality and carbon peaking in China. As the core power source for innovative energy vehicles, the green recycling and effective use of spent lithium-ion batteries are directly related to the realization of green and sustainable development in the electric vehicle industry. Graphite is currently the state-of-the-art anode material for commercial lithium-ion batteries owing to its high reversible capacity and good cycling stability. Therefore, the recovery and recycling of used graphite anode materials should be actively investigated. This study discusses recent technology for recovering and treating anode graphite from spent lithium-ion batteries. Several recovery and treatment approaches, such as deep purification, selective lithium extraction, and residual electrolyte removal, and their limits are described. The diversified resource recycling paths of recycled graphite and its products are summarized on the basis of different graphite structural characteristics, including its role as anode material or raw material for catalysts, graphene, and composite films. Furthermore, the life cycle evaluation of graphite recycling is outlined, and the environmental effect advantages and disadvantages of various graphite recycling treatment systems are explored. Finally, the technological problems and future developments of graphite recovery and resource recycling for lithium-ion battery anodes are explored. In addition, we recommend that future research should concentrate on the following four-in-one development: elucidating the battery failure mechanism, realizing the efficient recovery of all components, adhering to the new idea of green chemistry, and widening the market of high-value applications.
Keywords:lithium-ion battery
;
anode graphite
;
recovery
;
resource recycling
;
full life cycle assessment
YAN Qiaoyi. Recovery and resource recycling of graphite anode materials for spent lithium-ion batteries[J]. Energy Storage Science and Technology, 2022, 11(6): 1760-1771
Fig. 2
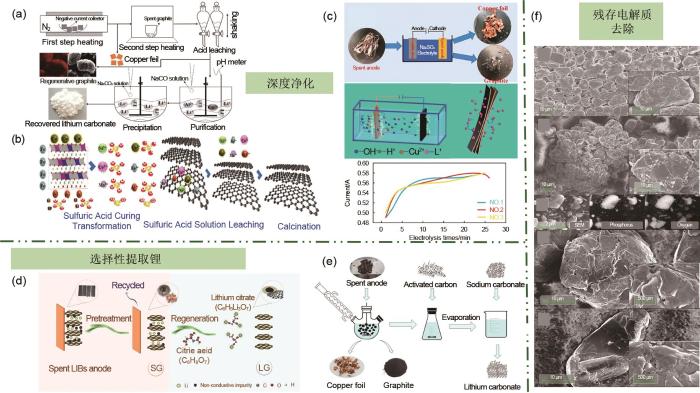
(a) Flow chart of inorganic acid recovery process; (b) Low temperature sulfuric acid solidification method; (c) Waste graphite anode before electrolysis, recovered copper foil and anode active material after electrolysis, separation of graphite and copper foil and dissolution of Li+ process and the change of current with electrolysis time; (d) Schematic diagram of organic acid leaching; (e) Water-soluble lithium salt recovery process; (f)SEM images of untreated, heat-treated, heat-treated graphite after subcritical CO2-assisted electrolyte extraction, and heat-treated graphite after supercritical CO2-assisted electrolyte extraction[16,23-24,26,31,37]
Fig. 3
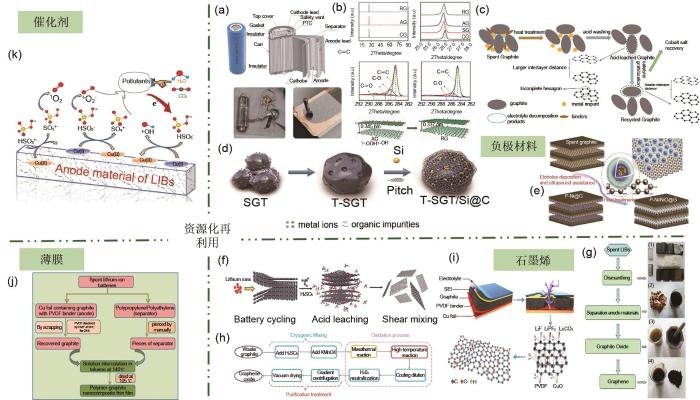
(a) Schematic diagram of 18650 cell and interior, 18650 cell after removal of upper and lower covers and opening of can, and completion of RAM anode laminate; (b) XRD patterns of CG, AG and RG, (002) peak reflection, XPS high resolution spectra and structural models of AG and RG with different interlayer spacings; (c) Schematic illustration for the regenerating process of graphite from spent LIBs; (d) Schematic diagram of the synthesis process of T-SGT/Si@C anode material; (e) Synthesis process of P-Ni/NiO@G electrode; (f) Schematic diagram of battery cycling and lattice expansion of acid-leached graphite; (g) Preparation method of graphene from waste Li-ion batteries; (h) Schematic diagram of experimental steps for preparing graphene oxide by improved hummers method; (i) Preparation using waste graphite model of graphene oxide; (j) Preparation process of polymer-graphite nanocomposite films; (k) PMS activation in AM/PMS system and reaction mechanism of RhB degradation[38, 42-43, 46-49, 51, 53-54]
Fig. 5
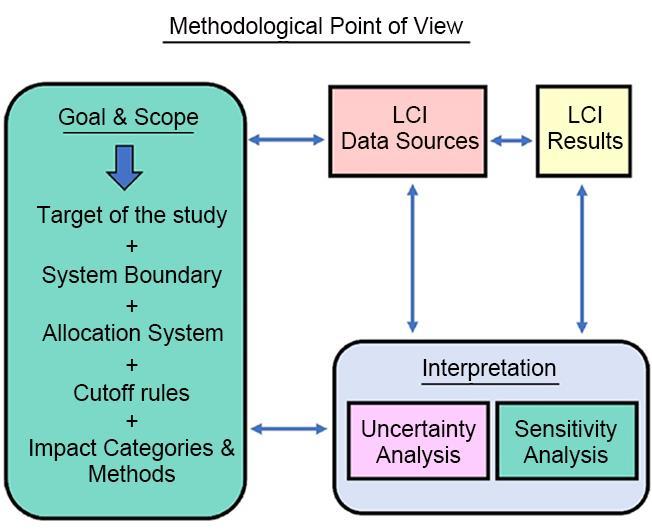
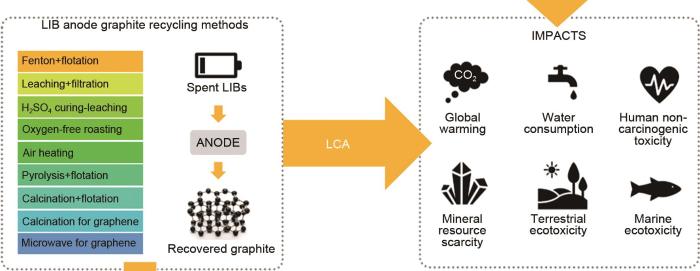
Typical lithium-ion battery anode recycling processes and life cycle assessment[57]
从对环境影响出发,分析对比了使用酸作为浸出剂的湿法冶金以及高温煅烧的火法冶金是否可取。湿法冶金的优化方向在于减少造成环境毒性的酸的使用量和减少反应时间长、反应温度高造成的能源消耗两个方面。火法冶金由于使用惰性气氛需要额外的能量输入,其改进方向在于使用可再生能源和降低反应温度、减少反应时间。通过对包括全球变暖、淡水毒性、人类毒性、海洋生态毒性、矿产资源稀缺、陆地酸化、陆地生态毒性和水资源消耗等相关影响类别评估,得出结论,湿法冶金与火法冶金联合工艺更加环保。此外,讨论了原材料的提取、运输和净化过程中电池的碳足迹。研究结果表明,在1 kWh LiNi1/3Mn1/3Co1/3O2型锂离子电池生产过程中,石墨处理过程排放的温室气体占整个工艺流程的40%,SO x 和NO x 排放分别占63%和67%。而仅为了满足欧洲每年300 GWh的电池生产目标,就需要大约270000吨电池级石墨。因此,从废锂离子电池中回收石墨以显著降低电池生产过程中的环境足迹具有必然性。
LU Hao, LIU Bonan, CHU Geng, et al. Technology review of anode materials for lithium ion batteries[J]. Energy Storage Science and Technology, 2016, 5(2): 109-119.
ZHANG B L, XIE H W, LU B H, et al. A green electrochemical process to recover Co and Li from spent LiCoO2-based batteries in molten salts[J]. ACS Sustainable Chemistry & Engineering, 2019, 7(15): 13391-13399.
ETACHERI V, MAROM R, ELAZARI R, et al. Challenges in the development of advanced Li-ion batteries: A review[J]. Energy & Environmental Science, 2011, 4(9): 3243-3262.
DAI Q, SPANGENBERGER J, AHMED S, et al. EverBatt: A closed-loop battery recycling cost and environmental impacts model[R]. Office of Scientific and Technical Information (OSTI), 2019.
COMMISSION E. Critical raw materials resilience: Charting a path towards greater security and sustainability[J/OL]. [2022-01-12].https://ec.europa.eu/docsroom/documents/42849.
LI L, FAN E S, GUAN Y B, et al. Sustainable recovery of cathode materials from spent lithium-ion batteries using lactic acid leaching system[J]. ACS Sustainable Chemistry & Engineering, 2017, 5(6): 5224-5233.
NIESE N, PIEPER C, ARORA A, et al. The case for a circular economy in electric vehicle batteries[EB/OL]. [2021-08-31]. https://www. bcg. com/en-ca/publications/2020/case-for-circular-economy-in-electricvehicle-batteries, 2020.
HALLEUX V. New EU regulatory framework for batteries—Setting sustainability requirements[J]. European Parliamentary Research Service: Brussels, Belgium, 2021.
WU F, XU S M, LI L Y, et al. Recovery of valuable metals from anode material of hydrogen-nickel battery[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(2): 468-473.
ZHANG X X, LI L, FAN E S, et al. Toward sustainable and systematic recycling of spent rechargeable batteries[J]. Chemical Society Reviews, 2018, 47(19): 7239-7302.
DUNN J B, GAINES L, BARNES M, et al. Material and energy flows in the materials production, assembly, and end-of-life stages of the automotive lithium-ion battery life cycle[R]. Office of Scientific and Technical Information (OSTI), 2012.
ZENG X L, LI J H, SINGH N. Recycling of spent lithium-ion battery: A critical review[J]. Critical Reviews in Environmental Science and Technology, 2014, 44(10): 1129-1165.
YANG J B, FAN E S, LIN J, et al. Recovery and reuse of anode graphite from spent lithium-ion batteries via citric acid leaching[J]. ACS Applied Energy Materials, 2021, 4(6): 6261-6268.
BARIK S P, PRABAHARAN G, KUMAR L. Leaching and separation of Co and Mn from electrode materials of spent lithium-ion batteries using hydrochloric acid: Laboratory and pilot scale study[J]. Journal of Cleaner Production, 2017, 147: 37-43.
TAKACOVA Z, HAVLIK T, KUKURUGYA F, et al. Cobalt and lithium recovery from active mass of spent Li-ion batteries: Theoretical and experimental approach[J]. Hydrometallurgy, 2016, 163: 9-17.
WANG F, SUN R, XU J, et al. Recovery of cobalt from spent lithium ion batteries using sulphuric acid leaching followed by solid-liquid separation and solvent extraction[J]. RSC Advances, 2016, 6(88): 85303-85311.
TANONG K, COUDERT L, MERCIER G, et al. Recovery of metals from a mixture of various spent batteries by a hydrometallurgical process[J]. Journal of Environmental Management, 2016, 181: 95-107.
BARBIERI E M S, LIMA E P C, CANTARINO S J, et al. Recycling of spent ion-lithium batteries as cobalt hydroxide, and cobalt oxide films formed under a conductive glass substrate, and their electrochemical properties[J]. Journal of Power Sources, 2014, 269: 158-163.
BARBIERI E M S, LIMA E P C, LELIS M F F, et al. Recycling of cobalt from spent Li-ion batteries as β-Co(OH)2 and the application of Co3O4 as a pseudocapacitor[J]. Journal of Power Sources, 2014, 270: 158-165.
YANG Y, SONG S L, LEI S Y, et al. A process for combination of recycling lithium and regenerating graphite from spent lithium-ion battery[J]. Waste Management, 2019, 85: 529-537.
GAO Y, WANG C Y, ZHANG J L, et al. Graphite recycling from the spent lithium-ion batteries by sulfuric acid curing-leaching combined with high-temperature calcination[J]. ACS Sustainable Chemistry & Engineering, 2020, 8(25): 9447-9455.
YI C X, YANG Y, ZHANG T, et al. A green and facile approach for regeneration of graphite from spent lithium ion battery[J]. Journal of Cleaner Production, 2020, 277: doi 10.1016/j.jclepro.2020.12385.
CAO N, ZHANG Y L, CHEN L L, et al. An innovative approach to recover anode from spent lithium-ion battery[J]. Journal of Power Sources, 2021, 483: doi: 10.1016/j.jpowsur.2020.229163.
WANG F F, ZHANG T, HE Y Q, et al. Recovery of valuable materials from spent lithium-ion batteries by mechanical separation and thermal treatment[J]. Journal of Cleaner Production, 2018, 185: 646-652.
MESHRAM P, PANDEY B D, MANKHAND T R. Extraction of lithium from primary and secondary sources by pre-treatment, leaching and separation: A comprehensive review[J]. Hydrometallurgy, 2014, 150: 192-208.
AN S J, LI J, DANIEL C, et al. The state of understanding of the lithium-ion-battery graphite solid electrolyte interphase (SEI) and its relationship to formation cycling[J]. Carbon, 2016, 105: 52-76.
GUO Y, LI F, ZHU H C, et al. Leaching lithium from the anode electrode materials of spent lithium-ion batteries by hydrochloric acid (HCl)[J]. Waste Management, 2016, 51: 227-233.
LI J L, HE Y Q, FU Y P, et al. Hydrometallurgical enhanced liberation and recovery of anode material from spent lithium-ion batteries[J]. Waste Management, 2021, 126: 517-526.
GRÜTZKE M, KRÜGER S, KRAFT V, et al. Investigation of the storage behavior of shredded lithium-ion batteries from electric vehicles for recycling purposes[J]. ChemSusChem, 2015, 8(20): 3433-3438.
BANKOLE O E, GONG C X, LEI L X. Battery recycling technologies: Recycling waste lithium ion batteries with the impact on the environment in-view[J]. Journal of Environment and Ecology, 2013, 4(1): 14.
NOWAK S, WINTER M. The role of sub- and supercritical CO2 as "processing solvent" for the recycling and sample preparation of lithium ion battery electrolytes[J]. Molecules (Basel, Switzerland), 2017, 22(3): 403.
GRÜTZKE M, KRAFT V, WEBER W, et al. Supercritical carbon dioxide extraction of lithium-ion battery electrolytes[J]. The Journal of Supercritical Fluids, 2014, 94: 216-222.
SABISCH J E C, ANAPOLSKY A, LIU G, et al. Evaluation of using pre-lithiated graphite from recycled Li-ion batteries for new LiB anodes[J]. Resources, Conservation and Recycling, 2018, 129: 129-134.
ARAVINDAN V, JAYARAMAN S, TEDJAR F, et al. From electrodes to electrodes: Building high-performance Li-ion capacitors and batteries from spent lithium-ion battery carbonaceous materials[J]. ChemElectroChem, 2019, 6(5): 1407-1412.
KAYAKOOL F A, GANGAJA B, NAIR S, et al. Li-based all‑carbon dual-ion batteries using graphite recycled from spent Li-ion batteries[J]. Sustainable Materials and Technologies, 2021, 28: e00262.
ZHANG J, LI X L, SONG D W, et al. Effective regeneration of anode material recycled from scrapped Li-ion batteries[J]. Journal of Power Sources, 2018, 390: 38-44.
LIU K, YANG S L, LUO L Q, et al. From spent graphite to recycle graphite anode for high-performance lithium ion batteries and sodium ion batteries[J]. Electrochimica Acta, 2020, 356: doi: 10.1016/j.electacta.2020.136856.
CHEN Q H, HUANG L W, LIU J B, et al. A new approach to regenerate high-performance graphite from spent lithium-ion batteries[J]. Carbon, 2022, 189: 293-304.
YE L, WANG C H, CAO L, et al. Effective regeneration of high-performance anode material recycled from the whole electrodes in spent lithium-ion batteries via a simplified approach[J]. Green Energy & Environment, 2021, 6(5): 725-733.
RUAN D S, WU L, WANG F M, et al. A low-cost silicon-graphite anode made from recycled graphite of spent lithium-ion batteries[J]. Journal of Electroanalytical Chemistry, 2021, 884: doi: 10.1016/j.jelechem.2021.115073.
ZHAO Y L, WANG H, LI X D, et al. Recovery of CuO/C catalyst from spent anode material in battery to activate peroxymonosulfate for refractory organic contaminants degradation[J]. Journal of Hazardous Materials, 2021, 420: doi: 10.1016/j.jhazmat.2021.126552.
ZHANG Y Y, SONG N N, HE J J, et al. Lithiation-aided conversion of end-of-life lithium-ion battery anodes to high-quality graphene and graphene oxide[J]. Nano Letters, 2019, 19(1): 512-519.
YANG L, YANG L, XU G R, et al. Separation and recovery of carbon powder in anodes from spent lithium-ion batteries to synthesize graphene[J]. Scientific Reports, 2019, 9: 9823.
HE K, ZHANG Z Y, ZHANG F S. Synthesis of graphene and recovery of lithium from lithiated graphite of spent Li-ion battery[J]. Waste Management, 2021, 124: 283-292.
YU J D, LIN M S, TAN Q Y, et al. High-value utilization of graphite electrodes in spent lithium-ion batteries: From 3D waste graphite to 2D graphene oxide[J]. Journal of Hazardous Materials, 2021, 401: doi: 10.1016/j.jhazmat.2021.123715.
NATARAJAN S, BAJAJ H C, ARAVINDAN V. Template-free synthesis of carbon hollow spheres and reduced graphene oxide from spent lithium-ion batteries towards efficient gas storage[J]. Journal of Materials Chemistry A, 2019, 7(7): 3244-3252.
NATARAJAN S, LAKSHMI D S, BAJAJ H C, et al. Recovery and utilization of graphite and polymer materials from spent lithium-ion batteries for synthesizing polymer-graphite nanocomposite thin films[J]. Journal of Environmental Chemical Engineering, 2015, 3(4): 2538-2545.
MA X T, CHEN M Y, CHEN B, et al. High-performance graphite recovered from spent lithium-ion batteries[J]. ACS Sustainable Chemistry & Engineering, 2019, 7(24): 19732-19738.
ARSHAD F, LIN J, MANURKAR N, et al. Life cycle assessment of lithium-ion batteries: A critical review[J]. Resources, Conservation and Recycling, 2022, 180: doi: 10.1016/j.resconrelc.2022.106164.
REY I, VALLEJO C, SANTIAGO G, et al. Environmental impacts of graphite recycling from spent lithium-ion batteries based on life cycle assessment[J]. ACS Sustainable Chemistry & Engineering, 2021, 9(43): 14488-14501.
(a) Flow chart of inorganic acid recovery process; (b) Low temperature sulfuric acid solidification method; (c) Waste graphite anode before electrolysis, recovered copper foil and anode active material after electrolysis, separation of graphite and copper foil and dissolution of Li<sup>+</sup> process and the change of current with electrolysis time; (d) Schematic diagram of organic acid leaching; (e) Water-soluble lithium salt recovery process; (f)SEM images of untreated, heat-treated, heat-treated graphite after subcritical CO<sub>2</sub>-assisted electrolyte extraction, and heat-treated graphite after supercritical CO<sub>2</sub>-assisted electrolyte extraction<sup>[<xref ref-type="bibr" rid="R16">16</xref>,<xref ref-type="bibr" rid="R23">23</xref>-<xref ref-type="bibr" rid="R24">24</xref>,<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R31">31</xref>,<xref ref-type="bibr" rid="R37">37</xref>]</sup>Fig. 2
... ,23-24,26,31,37](a) Flow chart of inorganic acid recovery process; (b) Low temperature sulfuric acid solidification method; (c) Waste graphite anode before electrolysis, recovered copper foil and anode active material after electrolysis, separation of graphite and copper foil and dissolution of Li<sup>+</sup> process and the change of current with electrolysis time; (d) Schematic diagram of organic acid leaching; (e) Water-soluble lithium salt recovery process; (f)SEM images of untreated, heat-treated, heat-treated graphite after subcritical CO<sub>2</sub>-assisted electrolyte extraction, and heat-treated graphite after supercritical CO<sub>2</sub>-assisted electrolyte extraction<sup>[<xref ref-type="bibr" rid="R16">16</xref>,<xref ref-type="bibr" rid="R23">23</xref>-<xref ref-type="bibr" rid="R24">24</xref>,<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R31">31</xref>,<xref ref-type="bibr" rid="R37">37</xref>]</sup>Fig. 2
(a) Flow chart of inorganic acid recovery process; (b) Low temperature sulfuric acid solidification method; (c) Waste graphite anode before electrolysis, recovered copper foil and anode active material after electrolysis, separation of graphite and copper foil and dissolution of Li<sup>+</sup> process and the change of current with electrolysis time; (d) Schematic diagram of organic acid leaching; (e) Water-soluble lithium salt recovery process; (f)SEM images of untreated, heat-treated, heat-treated graphite after subcritical CO<sub>2</sub>-assisted electrolyte extraction, and heat-treated graphite after supercritical CO<sub>2</sub>-assisted electrolyte extraction<sup>[<xref ref-type="bibr" rid="R16">16</xref>,<xref ref-type="bibr" rid="R23">23</xref>-<xref ref-type="bibr" rid="R24">24</xref>,<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R31">31</xref>,<xref ref-type="bibr" rid="R37">37</xref>]</sup>Fig. 2
(a) Flow chart of inorganic acid recovery process; (b) Low temperature sulfuric acid solidification method; (c) Waste graphite anode before electrolysis, recovered copper foil and anode active material after electrolysis, separation of graphite and copper foil and dissolution of Li<sup>+</sup> process and the change of current with electrolysis time; (d) Schematic diagram of organic acid leaching; (e) Water-soluble lithium salt recovery process; (f)SEM images of untreated, heat-treated, heat-treated graphite after subcritical CO<sub>2</sub>-assisted electrolyte extraction, and heat-treated graphite after supercritical CO<sub>2</sub>-assisted electrolyte extraction<sup>[<xref ref-type="bibr" rid="R16">16</xref>,<xref ref-type="bibr" rid="R23">23</xref>-<xref ref-type="bibr" rid="R24">24</xref>,<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R31">31</xref>,<xref ref-type="bibr" rid="R37">37</xref>]</sup>Fig. 2
(a) Flow chart of inorganic acid recovery process; (b) Low temperature sulfuric acid solidification method; (c) Waste graphite anode before electrolysis, recovered copper foil and anode active material after electrolysis, separation of graphite and copper foil and dissolution of Li<sup>+</sup> process and the change of current with electrolysis time; (d) Schematic diagram of organic acid leaching; (e) Water-soluble lithium salt recovery process; (f)SEM images of untreated, heat-treated, heat-treated graphite after subcritical CO<sub>2</sub>-assisted electrolyte extraction, and heat-treated graphite after supercritical CO<sub>2</sub>-assisted electrolyte extraction<sup>[<xref ref-type="bibr" rid="R16">16</xref>,<xref ref-type="bibr" rid="R23">23</xref>-<xref ref-type="bibr" rid="R24">24</xref>,<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R31">31</xref>,<xref ref-type="bibr" rid="R37">37</xref>]</sup>Fig. 2
(a) Flow chart of inorganic acid recovery process; (b) Low temperature sulfuric acid solidification method; (c) Waste graphite anode before electrolysis, recovered copper foil and anode active material after electrolysis, separation of graphite and copper foil and dissolution of Li<sup>+</sup> process and the change of current with electrolysis time; (d) Schematic diagram of organic acid leaching; (e) Water-soluble lithium salt recovery process; (f)SEM images of untreated, heat-treated, heat-treated graphite after subcritical CO<sub>2</sub>-assisted electrolyte extraction, and heat-treated graphite after supercritical CO<sub>2</sub>-assisted electrolyte extraction<sup>[<xref ref-type="bibr" rid="R16">16</xref>,<xref ref-type="bibr" rid="R23">23</xref>-<xref ref-type="bibr" rid="R24">24</xref>,<xref ref-type="bibr" rid="R26">26</xref>,<xref ref-type="bibr" rid="R31">31</xref>,<xref ref-type="bibr" rid="R37">37</xref>]</sup>Fig. 2
... [38,42-43,46-49,51,53-54]<strong>(a) Schematic diagram of 18650 cell and interior, 18650 cell after removal of upper and lower covers and opening of can, and completion of RAM anode laminate; (b) XRD patterns of CG, AG and RG, (002) peak reflection, XPS high resolution spectra and structural models of AG and RG with different interlayer spacings</strong>; <strong>(c) Schematic illustration for the regenerating process of graphite from spent LIBs; (d) Schematic diagram of the synthesis process of T-SGT/Si@C anode material; (e) Synthesis process of P-Ni/NiO@G electrode; (f) Schematic diagram of battery cycling and lattice expansion of acid-leached graphite; (g) Preparation method of graphene from waste Li-ion batteries; (h) Schematic diagram of experimental steps for preparing graphene oxide by improved hummers method; (i) Preparation using waste graphite model of graphene oxide; (j) Preparation process of polymer-graphite nanocomposite films; (k) PMS activation in AM/PMS system and reaction mechanism of RhB degradation<sup/></strong><sup>[<xref ref-type="bibr" rid="R38">38</xref>, <xref ref-type="bibr" rid="R42">42</xref>-<xref ref-type="bibr" rid="R43">43</xref>, <xref ref-type="bibr" rid="R46">46</xref>-<xref ref-type="bibr" rid="R49">49</xref>, <xref ref-type="bibr" rid="R51">51</xref>, <xref ref-type="bibr" rid="R53">53</xref>-<xref ref-type="bibr" rid="R54">54</xref>]</sup>Fig. 3
<strong>(a) Schematic diagram of 18650 cell and interior, 18650 cell after removal of upper and lower covers and opening of can, and completion of RAM anode laminate; (b) XRD patterns of CG, AG and RG, (002) peak reflection, XPS high resolution spectra and structural models of AG and RG with different interlayer spacings</strong>; <strong>(c) Schematic illustration for the regenerating process of graphite from spent LIBs; (d) Schematic diagram of the synthesis process of T-SGT/Si@C anode material; (e) Synthesis process of P-Ni/NiO@G electrode; (f) Schematic diagram of battery cycling and lattice expansion of acid-leached graphite; (g) Preparation method of graphene from waste Li-ion batteries; (h) Schematic diagram of experimental steps for preparing graphene oxide by improved hummers method; (i) Preparation using waste graphite model of graphene oxide; (j) Preparation process of polymer-graphite nanocomposite films; (k) PMS activation in AM/PMS system and reaction mechanism of RhB degradation<sup/></strong><sup>[<xref ref-type="bibr" rid="R38">38</xref>, <xref ref-type="bibr" rid="R42">42</xref>-<xref ref-type="bibr" rid="R43">43</xref>, <xref ref-type="bibr" rid="R46">46</xref>-<xref ref-type="bibr" rid="R49">49</xref>, <xref ref-type="bibr" rid="R51">51</xref>, <xref ref-type="bibr" rid="R53">53</xref>-<xref ref-type="bibr" rid="R54">54</xref>]</sup>Fig. 3
<strong>(a) Schematic diagram of 18650 cell and interior, 18650 cell after removal of upper and lower covers and opening of can, and completion of RAM anode laminate; (b) XRD patterns of CG, AG and RG, (002) peak reflection, XPS high resolution spectra and structural models of AG and RG with different interlayer spacings</strong>; <strong>(c) Schematic illustration for the regenerating process of graphite from spent LIBs; (d) Schematic diagram of the synthesis process of T-SGT/Si@C anode material; (e) Synthesis process of P-Ni/NiO@G electrode; (f) Schematic diagram of battery cycling and lattice expansion of acid-leached graphite; (g) Preparation method of graphene from waste Li-ion batteries; (h) Schematic diagram of experimental steps for preparing graphene oxide by improved hummers method; (i) Preparation using waste graphite model of graphene oxide; (j) Preparation process of polymer-graphite nanocomposite films; (k) PMS activation in AM/PMS system and reaction mechanism of RhB degradation<sup/></strong><sup>[<xref ref-type="bibr" rid="R38">38</xref>, <xref ref-type="bibr" rid="R42">42</xref>-<xref ref-type="bibr" rid="R43">43</xref>, <xref ref-type="bibr" rid="R46">46</xref>-<xref ref-type="bibr" rid="R49">49</xref>, <xref ref-type="bibr" rid="R51">51</xref>, <xref ref-type="bibr" rid="R53">53</xref>-<xref ref-type="bibr" rid="R54">54</xref>]</sup>Fig. 3
<strong>(a) Schematic diagram of 18650 cell and interior, 18650 cell after removal of upper and lower covers and opening of can, and completion of RAM anode laminate; (b) XRD patterns of CG, AG and RG, (002) peak reflection, XPS high resolution spectra and structural models of AG and RG with different interlayer spacings</strong>; <strong>(c) Schematic illustration for the regenerating process of graphite from spent LIBs; (d) Schematic diagram of the synthesis process of T-SGT/Si@C anode material; (e) Synthesis process of P-Ni/NiO@G electrode; (f) Schematic diagram of battery cycling and lattice expansion of acid-leached graphite; (g) Preparation method of graphene from waste Li-ion batteries; (h) Schematic diagram of experimental steps for preparing graphene oxide by improved hummers method; (i) Preparation using waste graphite model of graphene oxide; (j) Preparation process of polymer-graphite nanocomposite films; (k) PMS activation in AM/PMS system and reaction mechanism of RhB degradation<sup/></strong><sup>[<xref ref-type="bibr" rid="R38">38</xref>, <xref ref-type="bibr" rid="R42">42</xref>-<xref ref-type="bibr" rid="R43">43</xref>, <xref ref-type="bibr" rid="R46">46</xref>-<xref ref-type="bibr" rid="R49">49</xref>, <xref ref-type="bibr" rid="R51">51</xref>, <xref ref-type="bibr" rid="R53">53</xref>-<xref ref-type="bibr" rid="R54">54</xref>]</sup>Fig. 3
<strong>(a) Schematic diagram of 18650 cell and interior, 18650 cell after removal of upper and lower covers and opening of can, and completion of RAM anode laminate; (b) XRD patterns of CG, AG and RG, (002) peak reflection, XPS high resolution spectra and structural models of AG and RG with different interlayer spacings</strong>; <strong>(c) Schematic illustration for the regenerating process of graphite from spent LIBs; (d) Schematic diagram of the synthesis process of T-SGT/Si@C anode material; (e) Synthesis process of P-Ni/NiO@G electrode; (f) Schematic diagram of battery cycling and lattice expansion of acid-leached graphite; (g) Preparation method of graphene from waste Li-ion batteries; (h) Schematic diagram of experimental steps for preparing graphene oxide by improved hummers method; (i) Preparation using waste graphite model of graphene oxide; (j) Preparation process of polymer-graphite nanocomposite films; (k) PMS activation in AM/PMS system and reaction mechanism of RhB degradation<sup/></strong><sup>[<xref ref-type="bibr" rid="R38">38</xref>, <xref ref-type="bibr" rid="R42">42</xref>-<xref ref-type="bibr" rid="R43">43</xref>, <xref ref-type="bibr" rid="R46">46</xref>-<xref ref-type="bibr" rid="R49">49</xref>, <xref ref-type="bibr" rid="R51">51</xref>, <xref ref-type="bibr" rid="R53">53</xref>-<xref ref-type="bibr" rid="R54">54</xref>]</sup>Fig. 3
<strong>(a) Schematic diagram of 18650 cell and interior, 18650 cell after removal of upper and lower covers and opening of can, and completion of RAM anode laminate; (b) XRD patterns of CG, AG and RG, (002) peak reflection, XPS high resolution spectra and structural models of AG and RG with different interlayer spacings</strong>; <strong>(c) Schematic illustration for the regenerating process of graphite from spent LIBs; (d) Schematic diagram of the synthesis process of T-SGT/Si@C anode material; (e) Synthesis process of P-Ni/NiO@G electrode; (f) Schematic diagram of battery cycling and lattice expansion of acid-leached graphite; (g) Preparation method of graphene from waste Li-ion batteries; (h) Schematic diagram of experimental steps for preparing graphene oxide by improved hummers method; (i) Preparation using waste graphite model of graphene oxide; (j) Preparation process of polymer-graphite nanocomposite films; (k) PMS activation in AM/PMS system and reaction mechanism of RhB degradation<sup/></strong><sup>[<xref ref-type="bibr" rid="R38">38</xref>, <xref ref-type="bibr" rid="R42">42</xref>-<xref ref-type="bibr" rid="R43">43</xref>, <xref ref-type="bibr" rid="R46">46</xref>-<xref ref-type="bibr" rid="R49">49</xref>, <xref ref-type="bibr" rid="R51">51</xref>, <xref ref-type="bibr" rid="R53">53</xref>-<xref ref-type="bibr" rid="R54">54</xref>]</sup>Fig. 3
<strong>(a) Schematic diagram of 18650 cell and interior, 18650 cell after removal of upper and lower covers and opening of can, and completion of RAM anode laminate; (b) XRD patterns of CG, AG and RG, (002) peak reflection, XPS high resolution spectra and structural models of AG and RG with different interlayer spacings</strong>; <strong>(c) Schematic illustration for the regenerating process of graphite from spent LIBs; (d) Schematic diagram of the synthesis process of T-SGT/Si@C anode material; (e) Synthesis process of P-Ni/NiO@G electrode; (f) Schematic diagram of battery cycling and lattice expansion of acid-leached graphite; (g) Preparation method of graphene from waste Li-ion batteries; (h) Schematic diagram of experimental steps for preparing graphene oxide by improved hummers method; (i) Preparation using waste graphite model of graphene oxide; (j) Preparation process of polymer-graphite nanocomposite films; (k) PMS activation in AM/PMS system and reaction mechanism of RhB degradation<sup/></strong><sup>[<xref ref-type="bibr" rid="R38">38</xref>, <xref ref-type="bibr" rid="R42">42</xref>-<xref ref-type="bibr" rid="R43">43</xref>, <xref ref-type="bibr" rid="R46">46</xref>-<xref ref-type="bibr" rid="R49">49</xref>, <xref ref-type="bibr" rid="R51">51</xref>, <xref ref-type="bibr" rid="R53">53</xref>-<xref ref-type="bibr" rid="R54">54</xref>]</sup>Fig. 3
<strong>(a) Schematic diagram of 18650 cell and interior, 18650 cell after removal of upper and lower covers and opening of can, and completion of RAM anode laminate; (b) XRD patterns of CG, AG and RG, (002) peak reflection, XPS high resolution spectra and structural models of AG and RG with different interlayer spacings</strong>; <strong>(c) Schematic illustration for the regenerating process of graphite from spent LIBs; (d) Schematic diagram of the synthesis process of T-SGT/Si@C anode material; (e) Synthesis process of P-Ni/NiO@G electrode; (f) Schematic diagram of battery cycling and lattice expansion of acid-leached graphite; (g) Preparation method of graphene from waste Li-ion batteries; (h) Schematic diagram of experimental steps for preparing graphene oxide by improved hummers method; (i) Preparation using waste graphite model of graphene oxide; (j) Preparation process of polymer-graphite nanocomposite films; (k) PMS activation in AM/PMS system and reaction mechanism of RhB degradation<sup/></strong><sup>[<xref ref-type="bibr" rid="R38">38</xref>, <xref ref-type="bibr" rid="R42">42</xref>-<xref ref-type="bibr" rid="R43">43</xref>, <xref ref-type="bibr" rid="R46">46</xref>-<xref ref-type="bibr" rid="R49">49</xref>, <xref ref-type="bibr" rid="R51">51</xref>, <xref ref-type="bibr" rid="R53">53</xref>-<xref ref-type="bibr" rid="R54">54</xref>]</sup>Fig. 3
... [57]Typical lithium-ion battery anode recycling processes and life cycle assessment<sup>[<xref ref-type="bibr" rid="R57">57</xref>]</sup>Fig. 5
从对环境影响出发,分析对比了使用酸作为浸出剂的湿法冶金以及高温煅烧的火法冶金是否可取.湿法冶金的优化方向在于减少造成环境毒性的酸的使用量和减少反应时间长、反应温度高造成的能源消耗两个方面.火法冶金由于使用惰性气氛需要额外的能量输入,其改进方向在于使用可再生能源和降低反应温度、减少反应时间.通过对包括全球变暖、淡水毒性、人类毒性、海洋生态毒性、矿产资源稀缺、陆地酸化、陆地生态毒性和水资源消耗等相关影响类别评估,得出结论,湿法冶金与火法冶金联合工艺更加环保.此外,讨论了原材料的提取、运输和净化过程中电池的碳足迹.研究结果表明,在1 kWh LiNi1/3Mn1/3Co1/3O2型锂离子电池生产过程中,石墨处理过程排放的温室气体占整个工艺流程的40%,SO x 和NO x 排放分别占63%和67%.而仅为了满足欧洲每年300 GWh的电池生产目标,就需要大约270000吨电池级石墨.因此,从废锂离子电池中回收石墨以显著降低电池生产过程中的环境足迹具有必然性. ...
... [57]Fig. 5
从对环境影响出发,分析对比了使用酸作为浸出剂的湿法冶金以及高温煅烧的火法冶金是否可取.湿法冶金的优化方向在于减少造成环境毒性的酸的使用量和减少反应时间长、反应温度高造成的能源消耗两个方面.火法冶金由于使用惰性气氛需要额外的能量输入,其改进方向在于使用可再生能源和降低反应温度、减少反应时间.通过对包括全球变暖、淡水毒性、人类毒性、海洋生态毒性、矿产资源稀缺、陆地酸化、陆地生态毒性和水资源消耗等相关影响类别评估,得出结论,湿法冶金与火法冶金联合工艺更加环保.此外,讨论了原材料的提取、运输和净化过程中电池的碳足迹.研究结果表明,在1 kWh LiNi1/3Mn1/3Co1/3O2型锂离子电池生产过程中,石墨处理过程排放的温室气体占整个工艺流程的40%,SO x 和NO x 排放分别占63%和67%.而仅为了满足欧洲每年300 GWh的电池生产目标,就需要大约270000吨电池级石墨.因此,从废锂离子电池中回收石墨以显著降低电池生产过程中的环境足迹具有必然性. ...




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}