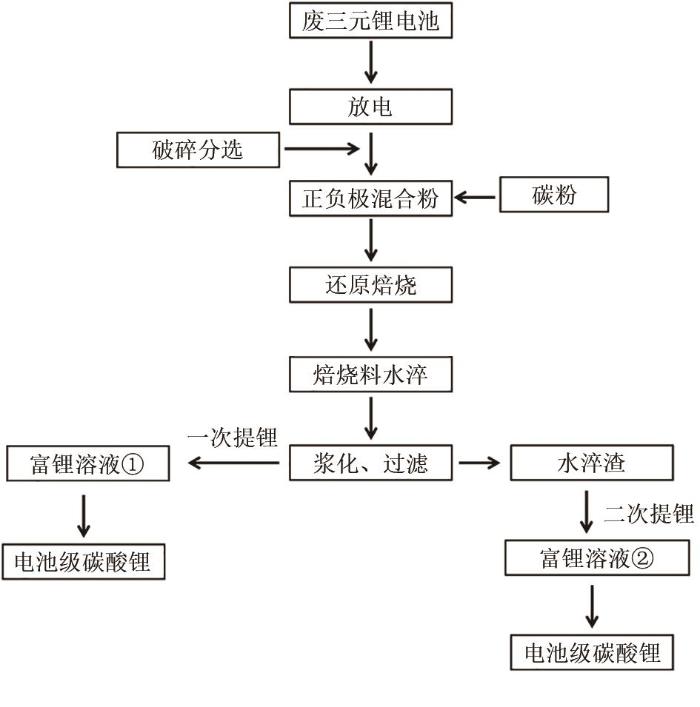
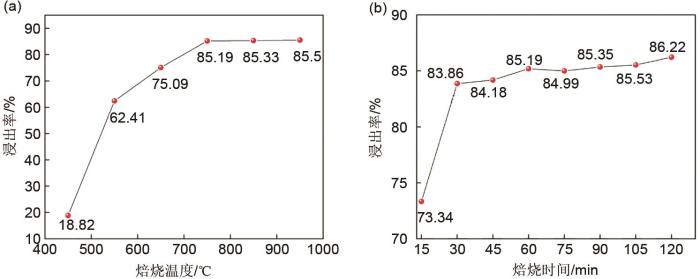
Recycling valuable metals from used ternary lithium batteries can reduce environmental pollution and alleviate problems such as resource scarcity. Herein, an advanced and simple front-end lithium extraction process provides positive and negative mixing powder from dismantling used lithium-ion batteries using a tube furnace. The tube furnace is maintained at a certain pressure and continuously fed with carbon dioxide to roast at 750 ℃ for 1 h. Then a certain amount of water is added to the roasted powder to make a slurry, continuously passing carbon dioxide gas after solid-liquid separation to obtain a lithium bicarbonate solution. Then the solution is heated and decomposed to obtain 99.5% purity of battery-grade lithium carbonate. The overall lithium leaching rate and the recovery rate can reach 99.05% and 99%, respectively, which is one of the most advanced recovery technologies and can effectively solve the problems of difficult lithium recovery, high recovery cost, and poor economic efficiency.
WANG Hai. Retired lithium battery recycling and battery-grade lithium carbonate preparation[J]. Energy Storage Science and Technology, 2023, 12(5): 1453-1460
WEI N, HE Y Q, ZHANG G W, et al. Recycling of valuable metals from spent lithium-ion batteries by self-supplied reductant roasting[J]. Journal of Environmental Management, 2023, 329: 117107.
ZHA Y C, FEI Z T, YANG Z L, et al. High separation efficiency of ternary cathode materials from spent lithium-ion batteries by ternary molten Li-salt method[J]. Sustainable Materials and Technologies, 2023, 35: e00575.
YANG C, ZHANG J L, LIANG G Q, et al. An advanced strategy of "metallurgy before sorting" for recycling spent entire ternary lithium-ion batteries[J]. Journal of Cleaner Production, 2022, 361: 132268.
LI L, GE J, CHEN R J, et al. Environmental friendly leaching reagent for cobalt and lithium recovery from spent lithium-ion batteries[J]. Waste Management, 2010, 30(12): 2615-2621.
ZHAO F, JIANG X X, WANG S D, et al. Recovery of nickel, cobalt and lithium from spent ternary lithium ion batteries[J]. Mining and Metallurgy, 2022, 31(5): 71-75.
楚玮. 废旧锂电池正极片中有价金属回收与LiNi0.6Co0.2Mn0.2O2正极材料再制备技术研究[D]. 淄博: 山东理工大学, 2021.CHU W. Study on recovery of valuable metals in the cathode sheet of waste lithium batteries and reproduction of LiNi0.6Co0.2Mn0.2O2 cathode material[D]. Zibo: Shandong University of Technology, 2021.
CAO L, LIU Y L, KANG D Z, et al. Recovery of valuable metals from spent lithium ion battery and the resynthesis of Li(Ni1/3Co1/3Mn1/3)O2 materials[J]. Chemical Industry and Engineering Progress, 2019, 38(5): 2499-2505.
陈思锦. 废旧锂离子电池回收及其资源化利用研究[D]. 上海: 上海交通大学, 2018.CHEN S J. Study on recycling and resource utilization of waste lithium-ion batteries[D]. Shanghai: Shanghai Jiao Tong University, 2018.
JIANG L, LI D P, XU L, et al. The recycling of waste lithium-ion batteries with LiNixCoyMn1-x-yO2 cathode material[J]. China Resources Comprehensive Utilization, 2013, 31(11): 46-50.
QIU K Q, WU Q, ZHAN Z H. Vacuum pyrolysis characteristics of waste printed circuit boards epoxy resin and analysis of liquid products[J]. Journal of Central South University (Science and Technology), 2009, 40(5): 1209-1215.
XIE G Y, LING Y, SUN S Y. Vacuum pyrolysis of fluoride retention in electrode active material of lithium ion battery[J]. Environmental Science & Technology, 2012, 35(2): 56-58, 158.
JIE X W, WANG C Y, LI D F, et al. Heating treatment of spent lithium-ion batteries and ammoniacal leaching of product of LiCoO2 reduced by carbon in vacuum[J]. Chinese Journal of Environmental Engineering, 2012, 6(5): 1699-1703.
JI H Y, LIU J Y, ZHANG J F, et al. Selective recovery of lithium from spent ternary lithium batteries by roasting with potassium pyrosulphate at low temperature[J]. Nonferrous Metals (Extractive Metallurgy), 2021(12): 51-56.
YANG Y, SUN W, BU Y J, et al. Recovering valuable metals from spent lithium ion battery via a combination of reduction thermal treatment and facile acid leaching[J]. ACS Sustainable Chemistry & Engineering, 2018, 6(8): 10445-10453.
TANG Y Q, XIE H W, ZHANG B L, et al. Recovery and regeneration of LiCoO2-based spent lithium-ion batteries by a carbothermic reduction vacuum pyrolysis approach: Controlling the recovery of CoO or Co[J]. Waste Management, 2019, 97: 140-148.
WANG W Q, ZHANG Y C, LIU X G, et al. A simplified process for recovery of Li and Co from spent LiCoO2 cathode using Al foil As the in situ reductant[J]. ACS Sustainable Chemistry & Engineering, 2019, 7(14): 12222-12230.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}