


锂离子电池由于具有较高的能量密度、功率密度和长循环使用寿命受到越来越广泛的关注。尤其是近年来新能源产业的迅速发展,锂离子电池在风能、太阳能发电储能系统和新能源汽车等领域起着重要的作用[1-2]。在不同类型锂离子电池中,由于安全性好、循环寿命长,磷酸铁锂(LFP)电池一直是研究的热点,也是目前在规模化储能和电动汽车领域中应用最为广泛的电池[3-4]。“碳中和”自2020年被提出后已成为我国的长期发展战略规划,顶层设计逐步完善,随着技术的进展,锂离子电池性能变好、价格适中,在规模储能领域应用广泛,是促进我国“双碳”目标完成的重要元器件。新型储能系统在解决新能源发电所面临的挑战中发挥着重要作用,不仅能够平抑新能源并网的波动性,还能有效应对尖峰供电,节省电网投资,也能对新能源发电较差的调频能力予以弥补。新型储能系统对锂离子电池的使用寿命有较高的要求,通常家庭储能系统对锂离子电池使用寿命的要求在3000次(以100% SOC充放电)以上(通常以每天充放电一次挣取峰谷差价,10年需要3650次充放电,以90%SOC充放电),商用储能系统对锂离子电池使用寿命的要求在6000次以上(通常以每天充放电二次挣取峰谷差价,早上0:00—8:00充电一次,8:00—12:00放电一次,中午12:00—13:00充电一次,下午放电一次,10年需要7300次充放电,以90% SOC充放电),大型储能系统对锂离子电池使用寿命的要求在1万次以上(质保期15年,通常以每天充放电二次挣取峰谷差价,早上0:00—8:00充电一次,8:00—12:00放电一次,中午12:00—13:00充电一次,下午放电一次,15年需要10900次充放电,以90% SOC充放电)。长寿命的锂离子电池是近年来电池领域的研究热点。
近年来正极补锂技术开始受到人们的关注和研究,以正极补锂和负极补锂为主的补锂技术已经得到了长足的进步与发展,科研人员提出了大量的补锂方案去补偿首周化成过程中负极固态电解质界面(SEI)形成所消耗的活性锂。目前石墨负极补锂所应用的锂粉、锂箔等材料环境稳定性差、成本较高、与现有产线不兼容且产线改造成本较高,在一定程度上推动了正极补锂技术的发展,相较而言,正极补锂技术操作简便、成本较低且兼容性强,是未来补锂技术最有潜力的发展方向,通过在锂离子电池正极中添加补锂材料,电池化成充电过程中补锂材料分解释放活性锂,弥补负极SEI生长造成的不可逆活性锂,特别是负极在添加部分高容量硅基负极材料的情况下。正极补锂材料拥有化学性质较为稳定、易于合成、价格低廉及具有较高补锂能力等优点[5],同时正极补锂工艺能够较好地兼容现有锂离子电池制作工艺,为补锂技术实现商业化应用提供了一种新的解决思路。深圳研一公司2019年开始和特斯拉、LG配套开发第一代补锂添加剂富锂镍酸锂;2021年初开始做第二代添加剂富锂铁酸锂。德方纳米公司2021年下半年对外宣称在云南曲靖做2.5万吨的正极补锂剂富锂铁酸锂项目,为提高磷酸铁锂电池的能量密度和循环寿命提供了材料来源,最近一年来黄学杰研究员所创办的东莞嘉锂材料科技有限公司将硅酸锂材料进行产业化生产,该补锂材料硅酸锂在空调环境中(<50%湿度环境)具有高度稳定性,为未来大批量生产长寿命磷酸铁锂带来低成本工艺的可行性。本工作通过研究预锂化补锂添加剂材料在LFP/石墨体系电池的应用,对影响LFP电池循环寿命发挥的主要机理进行讨论,为高性能LFP电池的设计提供了理论依据和指导,并展望了补锂技术在锂离子电池中的应用前景。
1 实验原理、材料和方法
1.1 实验原理
锂离子电池在化成过程中,负极SEI膜的形成会消耗大量活性锂,导致电池首周库仑效率和电池容量低。预锂化技术(也称为补锂技术)是近年来提高锂离子电池循环寿命的有效手段,比如在磷酸铁锂正极极片中添加2%~5%的补锂添加剂,补锂添加剂弥补了化成过程形成SEI膜的锂的需求,提高了首次效率,减少了化成过程中正极磷酸铁锂的锂损失,有效稳定了磷酸铁锂的分子结构,从而延长了电池循环寿命,通常预锂剂的加入可以延长50%左右的使用寿命,原来6000次循环的电池加入预锂剂后电池寿命可以达到9000~10000次(摘自由深圳市工信局指导,清华大学深圳国际研究生院主办的2023先进电池材料集群产业发展论坛上黄学杰研究员做的报告:锂离子电池正极材料新技术简介)。现有商业化的补锂添加剂有铁酸锂(Li5FeO4)、富锂镍酸锂(Li2NiO2)、硅酸锂(Li4SiO4)、方酸锂(Li2C4O4)、草酸锂(Li2C2O4)等。
预锂化技术(补锂技术)相应的机理如下反应式所示:
电解液配比(包括添加剂)也是提高磷酸铁锂电池寿命的关键技术之一,其中成膜添加剂碳酸亚乙烯酯(VC)的添加比例和添加次序对电池循环寿命有重要影响,比如一次、二次注液不同含量的VC电解液方案,可降低电池的内阻,提升化成分容后电池中电解液的残余成膜添加剂VC含量,例如用含量1.0%~2.0%(质量分数)碳酸亚乙烯酯的电解液对电池进行一次注液,得到半成品电池并且进行预化成后,用含有6.0%~16.0%(质量分数)碳酸亚乙烯酯的电解液进行二次注液,二次注液的注液量为注液总量的5%~15%,得到长循环寿命的磷酸铁锂电池;其他成膜添加剂比如硫酸乙烯酯、FEC、LiBOB、LiDFOB等对提高电池循环寿命也有很好的作用。
集流体的选择也是提高磷酸铁锂电池寿命的关键技术之一,功能导电涂层对电池导电基材(集流体)进行表面处理形成涂炭铝箔,就是将分散好的纳米导电石墨或碳纳米管等导电剂浆料均匀、细腻地涂覆在铝箔上。它能提供极佳的静态导电性能,收集活性物质的微电流,从而可以大幅度降低正极材料和集流体之间的接触电阻,并能提高两者之间的附着能力,提高电池内阻值的一致性,进而使电池的循环寿命等整体性能得到提升,涂炭铝箔的导电涂层电导率越高(30 S/cm),涂层厚度(单面0.3 μm)越薄,则越有利于电池的性能提升。
选择剥离力大、反弹小的黏合剂有利于电池的长循环寿命,负极黏合剂聚丙烯酸钠PAA由于有钠氧基团,与箔材有较高的剥离力且做的极片有高压实密度、反弹小的优点,可以获得长循环寿命性能,但是极片偏硬,加入少量粒子结构丁苯橡胶(SBR),即可改善。
合理的压实密度可以提高导电剂的性能、减少导电剂用量、并提高电芯体系保液系数。压实密度偏低,则导电剂导电效果差,电池阻抗较大,一般压实密度要大于2.1 g/cm3。压实密度过高,活性物质颗粒易破碎,活性物质颗粒间过于紧密堆积,电子导电性提高,但是离子传输动力变差,电解液浸润效果差,进而影响容量发挥,一般压实密度要小于2.5 g/cm3。
正、负极粉材的选择对长循环寿命有很大的影响,通常单晶颗粒小的磷酸铁锂正极材料循环寿命较好,同时需要兼顾大小颗粒掺混、碳包覆较好、电导率较高的磷酸铁锂正极材料;负极材料则需要合理的一次/二次颗粒掺混,兼顾材料稳定性及动力学,优选针状焦/石油焦。
1.2 实验材料
磷酸铁锂由德方纳米公司提供,补锂剂由深圳研一公司提供,导电炭黑SP、聚偏二氟乙烯(PVDF)、石墨、电解液、铜箔、N-甲基吡咯烷酮(NMP)、碳纳米管(CNT)浆料由德方纳米公司提供,聚丙烯酸钠PAA和羧甲基纤维素钠以及丁苯胶乳SBR由深圳研一公司提供,涂炭铝箔由浙江鸿翼新材料有限公司提供(其双面碳涂层厚度约0.6 μm,涂层电导率是30 S/cm)。
1.3 分析测试仪器
扫描电子显微镜(S-4800,SEM);电化学工作站(CHI660D);新威电池化成分容测试系统;透射电子显微镜(JEM-2100F,TEM);拉曼光谱仪(Renishaw-2000);真空干燥箱(DZF-6050A);氩气手套箱(UNILAB2000);热重分析仪(TGA/SDTA851e);管式炭化炉(OTF-1200X)。
1.4 电芯的制备
浆料制备:采用干法双螺旋螺杆捏合制浆方式,将正极主材磷酸铁锂、添加剂、导电炭黑、NMP(少量)、PVDF等材料,负极主材石墨、黏合剂、导电剂、去离子水等材料分别按照设定的自动计量的加料速度逐渐加入双螺旋螺杆捏合匀浆机内全空间剪切制浆,15 min左右高效制浆出料后正极浆料加入NMP,负极浆料加入去离子水机械搅拌半小时左右调节黏度,出料进入涂布工序;原材料添加比例如下。
正极配比1(基准组)(表1):LFP/SP/CNT/PVDF=95.5/1.0/1.5/2.0(质量比)。
表1 正极投料1比例表
Table 1
| 材料名称 | 比例 | 实验用量/g |
|---|---|---|
| 磷酸铁锂 | 95.5% | 6000 |
| PVDF | 2.0% | 124.3 |
| SP | 1.0% | 62.15 |
| CNT | 1.5% | 93.26 |
正极配比2(表2):LFP/pre-lithiation-additive/SP/CNT/PVDF=90.5/5/1.0/1.5/2.0(质量比)。
表2 正极投料2比例表
Table 2
| 材料名称 | 比例 | 实验用量/g |
|---|---|---|
| 磷酸铁锂 | 90.5% | 6000.0 |
| pre-lithiation-additive | 5.0% | 327.86 |
| PVDF | 2.0% | 131.14 |
| SP | 1.0% | 65.57 |
| CNT | 1.5% | 98.35 |
负极配比(表3):石墨/SP/PAA/CMC/SBR=95.1/1.5/2.6/0.2/0.6(质量比)。
表3 负极投料比例表
Table 3
| 材料名称 | 比例 | 实验用量/g |
|---|---|---|
| 石墨 | 95.1% | 6000 |
| 黏合剂 | 3.4% | 214 |
| SP | 1.5% | 94.14 |
极片涂布:将制备好的浆料用挤压涂布机进行涂布,正极浆料涂布在13.6 μm厚的涂炭铝箔上,面密度为180 g/m2;负极浆料涂布在6 μm厚的铜箔上,面密度为86 g/m2,烘烤后备用。
极片辊压:在辊压机上60 ton辊压,极片压实密度为2.45 g/cm3。
裁片或分切:叠片电池的极片,用模切机冲片,极片的规格(长度×宽度)为160 mm×68 mm;卷绕电池的极片用分切机分条。
叠片与卷绕:软包方形电池样品(型号0770172)采用叠片方式制作,电池容量为7 Ah;方型铝壳电池(型号3914895)采用多极耳卷绕方式,电池容量为53 Ah。
将叠好片或卷绕好的电芯入壳封装,放入烘箱烘烤,烘烤水分合格后,注入电解液,电解液配比为(质量比):EC/EMC/DMC/PC/DEC/VC/LiPF6=24/35.9/12/4/7.15/3.15/13.8,注液次序为用含量2.0%碳酸亚乙烯酯的电解液对电池进行一次注液,获得半成品电池并且进行预化成后,用含有13.0%碳酸亚乙烯酯的电解液进行二次注液,二次注液的注液量为注液总量的10%~15%,再抽气封口,搁置后再化成,分容筛选电芯,记录制成数据。
2 实验结果与讨论
2.1 预锂化对循环寿命的影响
预锂化添加剂富锂镍酸锂微观形貌呈现不规则较小颗粒形态,图1(a)、(b)为不同倍率下的扫描电镜照片。图2为富锂镍酸锂的XRD图谱,分别在约19.6°和约25.7°出现两个强衍射峰,对应(002)和(101)晶面。在循环性能测试中,明显观察7 Ah的电池到预锂化后的样品常温循环25 ℃,1 C/1 C循环至2550周,容量保持率为91.56%,预测寿命循环至9000周,容量保持率70%(图3)。基准组,没有添加补锂添加剂的实验组,循环至1550周,容量保持率为90.30%,预测寿命循环至5300周,容量保持率70%(图3)。此外,预锂化样品小倍率(0.5 C/0.5 C)循环至1280周,容量保持率为95.08%,预测寿命循环至10000周,容量保持率70%(图4)。常温25 ℃电芯0.2 C能量效率为96.74%,0.5 C能量效率为94.80%,1 C能量效率为92.67%(图5)。综上,预锂化材料的添加,使得50 Ah电芯在常温1 C循环前550周放电容量保持率>100%,0.5 C循环前300周放电容量保持率>100%,实现了1 C/0.5 C的55 /300周容量真正无衰减(图6)。7 Ah电池也获得同样效果。图7为添加富锂镍酸锂后0.1 C倍率下半电池的充放电曲线。
图1
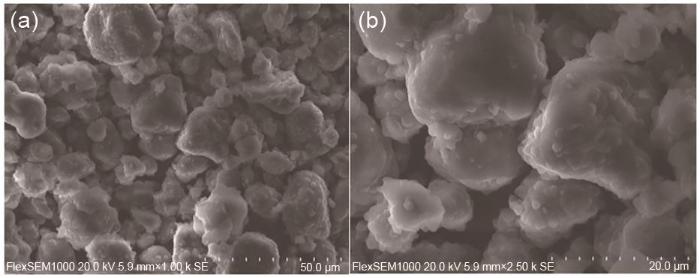
图1
补锂添加剂扫描电镜照片
Fig. 1
Scanning electron microscope photo of lithium supplement additive
图2
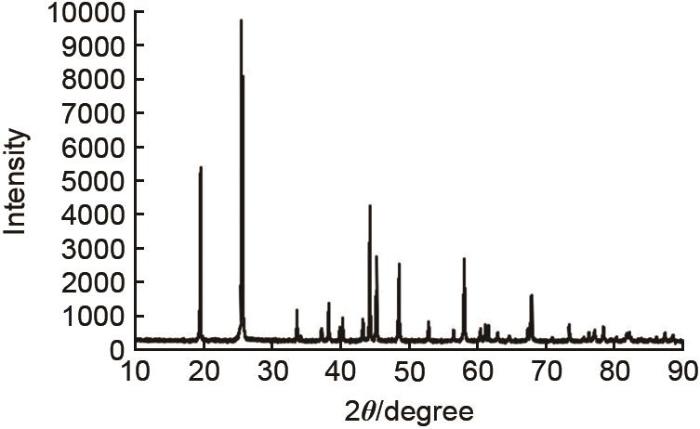
图3
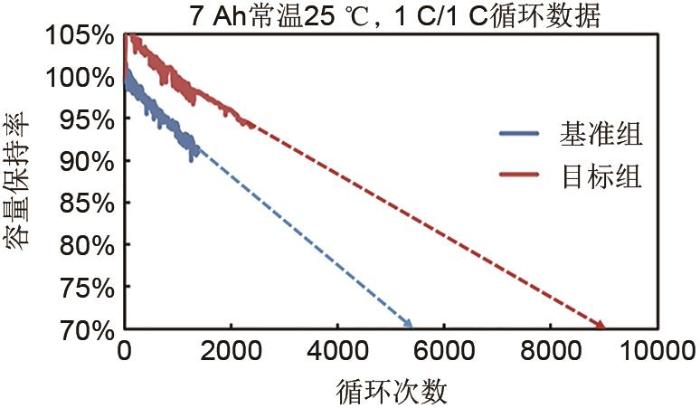
图3
常温 25 ℃,1 C/1 C循环至2550周,容量保持率为91.56%,预测寿命循环至9000周,容量保持率70%
Fig. 3
Cycling at room temperature of 25 ℃ for 1 C/1 C to 2550 times resulted in a capacity retention rate of 91.56%. The predicted lifespan was cycled to 9000 times, resulting in a capacity retention rate of 70%
图4
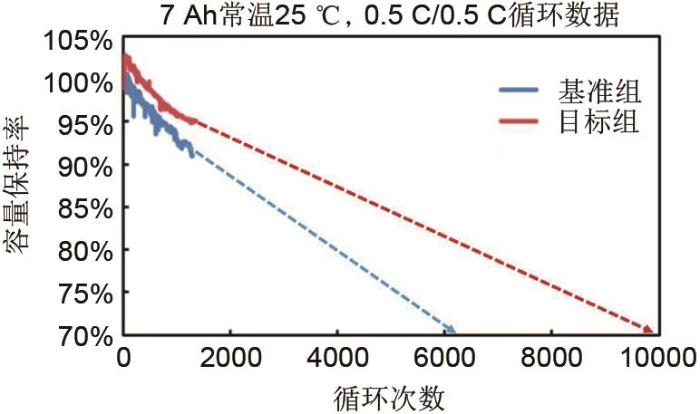
图4
常温25 ℃,0.5 C/0.5 C循环至1280周,容量保持率为95.08%,预测寿命循环至10000周,容量保持率70%
Fig. 4
Cycle at room temperature of 25 ℃, 0.5 C/0.5 C to 1280 times, with a capacity retention rate of 95.08%. The predicted life cycle is 10000 times, with a capacity retention rate of 70%
图5
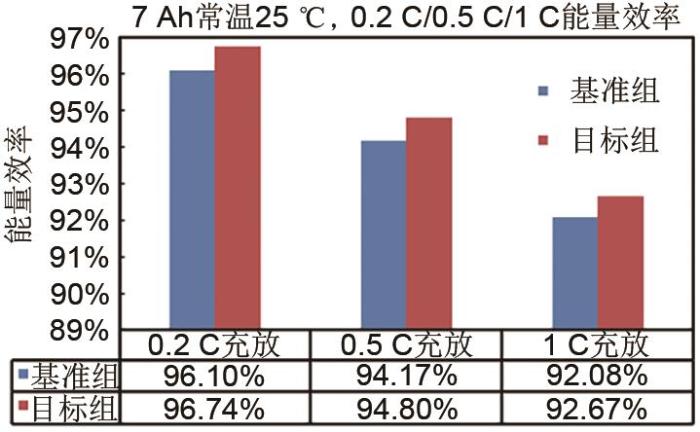
图5
常温25 ℃电芯0.2 C能量效率为96.64%,0.5 C能量效率为94.80%,1 C能量效率为92.67%
Fig. 5
The energy efficiency of the cell at room temperature of 25 ℃ is 96.64% at 0.2 C, 94.80% at 0.5 C, and 92.67% at 1 C
图6
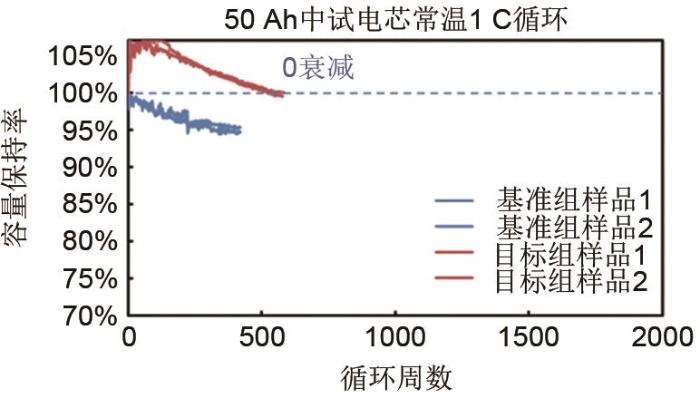
图6
常温25 ℃,1 C/1 C循环至562周,容量保持率为100.02%,预测1600周左右出现平缓循环趋势
Fig. 6
Cycle at room temperature of 25 ℃ for 1 C/1 C for 562 times, w ith a capacity retention rate of 100.02%. It is predicted that there will be a gentle cycle trend around 1600 times
图7
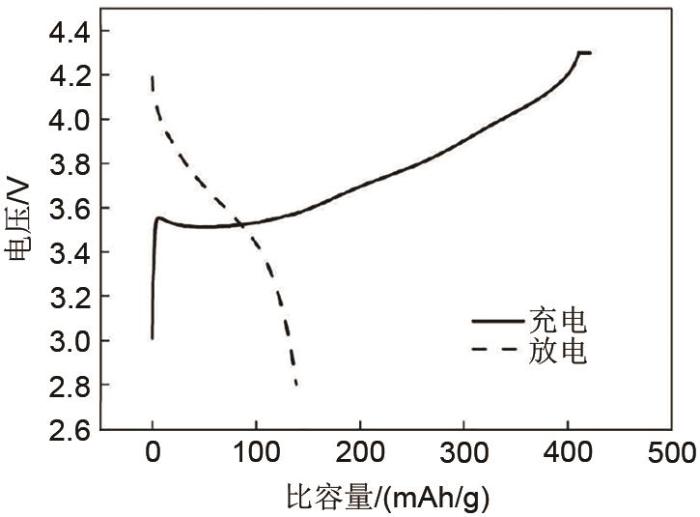
图7
预锂化添加剂半电池0.1 C充放电曲线
Fig. 7
0.1 C charge discharge curve of pre lithiation additive half-cell
表4 不同功率能效对比
Table 4
| 方案 | 额定功率 | 循环(平均值) | 充放电压差(ΔV)/V | 库仑效率 | 能量效率 |
|---|---|---|---|---|---|
| 目标组 | 0.2 C充放 | 5 | 0.105 | 99.69% | 96.73% |
| 0.5 C充放 | 5 | 0.164 | 99.74% | 94.87% | |
| 1 C充放 | 5 | 0.235 | 99.86% | 92.86% |
由于磷酸铁锂正极材料的首次效率为95%,石墨的首次效率在90%,基准组在化成过程中会有5%的磷酸铁锂正极的锂离子用于负极首次化成中的锂的消耗,比如SEI界面的形成等,因而不能回到正极。目标组在添加补锂剂后,磷酸铁锂正极的锂离子不会因为负极的低首次效率而损失5%,由补锂剂脱出的锂离子会弥补这部分损失,因此目标组的电池容量比基准组的高出5%左右。同时目标组磷酸铁锂正极材料的锂充足,分子结构更加稳定,后续循环过程中新的SEI界面形成需要消耗的锂也有保障,从而充放电的循环稳定性得以提高50%以上。
3 结论
本工作通过电池配方及设计,工艺过程参数探究,研究并验证了磷酸铁锂长循环寿命方型铝壳及软包电池,验证了正极预锂化材料的添加可以有效延长磷酸铁锂电池的循环寿命。在磷酸铁锂正极极片中添加5%的补锂添加剂,补锂添加剂弥补了化成过程中形成SEI界面的锂的消耗,提高了首次效率,减少了化成过程中正极的锂损失,有效稳定了磷酸铁锂分子结构,也为后续循环过程中新的SEI界面形成需要的锂做了储备,从而延长了电池循环寿命,通常预锂剂的加入可以增加50%左右的使用寿命。相比于负极补锂,正极补锂在安全性、工艺便捷性上有明显优势,正极补锂技术有望率先在现有锂离子电池体系中实现大规模应用,是目前补锂技术最有前景的发展方向。在锂离子电池材料体系发展迟缓的背景下,通过补锂技术来弥补锂离子电池的不足,突破能量密度和循环寿命的瓶颈,将成为锂离子电池未来发展的一项关键技术,成为科学研究和技术开发的一大热点。补锂技术在锂离子电池中的成功应用能够提升储能电池寿命和电动汽车续航里程,助力节能减排,早日达成“碳中和”目标。
参考文献

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}