


基于此,本工作首次提出锂化裕度概念用于描述锂化后的石墨负极其锂离子富余程度,同时提出锂化裕度理论计算方法。本工作以LiFePO4为正极材料、以压延方式将金属锂片压延至石墨表面所得的Li/石墨为负极材料制作了软包锂离子电池,并通过不同金属锂片的厚度设计了4种不同锂化裕度软包电池,研究了锂化裕度对电芯容量、首效、倍率、高低温放电、常温/高温存储、循环寿命的影响。结果表明,锂化裕度对容量、首效、倍率充放电、高低温、存储、循环性能均有明显影响。其中,锂化裕度太小,补锂深度不够,导致库仑效率较低;锂化裕度过大,补锂过量,导致在石墨负极表面残留锂金属层,造成枝晶生长、短路等安全问题。
1 实验部分
1.1 电池制作
实验使用的软包锂离子电池由江西赣锋锂电科技股份有限公司提供,正极材料为磷酸铁锂LiFePO4,负极材料为人造石墨,电芯采用叠片式结构,设计容量3.5 Ah。将磷酸铁锂LiFePO4(湖北产、电池级),导电剂Super-P(天津产、电池级)、CNT(青岛产、电池级)、PVDF(厦门产、电池极),N-甲基吡咯烷酮(山东产、电池级),按一定配比经搅拌罐搅拌分散制成正极浆料。同时,将人造石墨,导电剂Super-P,黏结剂LA133(四川产、电池级)、CMC(江苏产、电池级)制得按一定配比经搅拌罐搅拌分散制成负极浆料。将制备好的正极浆料按设计好的面密度涂覆在铝箔(杭州产、电池级)两面,经过烘干、辊压等工序制得正极片。将制备好的负极浆料按设计好的面密度涂覆在铜箔(深圳产、电池级)两面,经过烘干、辊压等工序制得负极片,备用。并将不同厚度(2.5 μm、4.0 μm、5.0 μm、7.0 μm)金属锂片(江西产、电池级;该金属锂片在低湿度环境下通过压延工艺复合支撑在高聚物载体膜上,形态为超薄锂箔)压延至负极石墨表面,通过将正极、负极、隔膜通过卷绕方式组装,后经焊接、封装、注液、化成、二封等工序,制备了4种不同锂化裕度软包电池。电池制作环境温度为(25±2)℃,环境露点≤-45 ℃。
1.2 性能测试
电芯的充放电循环采用电池测试柜(新威BTS-5V20A)进行测试,充放电电流3.5 A,电压范围2.50~3.65 V;倍率充放电、高低温放电在恒温箱(松陵电器YT800D-TP)中进行测试。倍率充放电测试环境为(25±2)℃,倍率分别为0.5 C、1.0 C、2.0 C、3.0 C;高低温测试温度分别为-20 ℃、-10 ℃、0 ℃、10 ℃、25 ℃、55 ℃,测试电流为3.5 A。
2 实验结果与讨论
2.1 锂化裕度理论计算
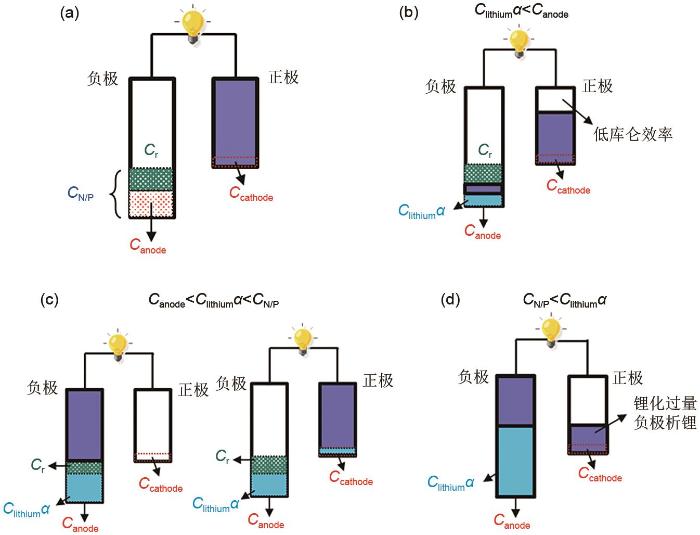
由于锂离子电池摇椅式嵌入反应特点,负极补锂饱和程度会对全电池中可自由迁移的锂离子量造成显著影响。为此,如图1(a)所示,定义了与锂化裕度相关的五个变量:①石墨负极首圈不可逆容量为Canode;②预锂化的金属锂层容量为Clithium;③由于微米金属锂在压延过程会存在一定损耗,因此定义压延锂的利用率为α;④正极的不可逆容量Ccathode;⑤电芯设计时,正负极存在容量差异,定义正负极容量差值为CN/P,通常条件下:
式中,Qanode,Qcathode分别表示为负极和正极的理论负载容量,但由于正负极均存在不可逆容量,因此正负极的真实容量差异可以表示为Cr,则
由于磷酸铁锂在半电池测试中,首次库仑效率较高,因此为了简化模型,在磷酸铁锂体系中,可不考虑正极的不可逆损失,则Ccathode忽略不计,Cr可转换为:
图1
在本文中,Qanode为2.85 mAh/cm2,Qcathode为2.61 mAh/cm2,则CN/P由
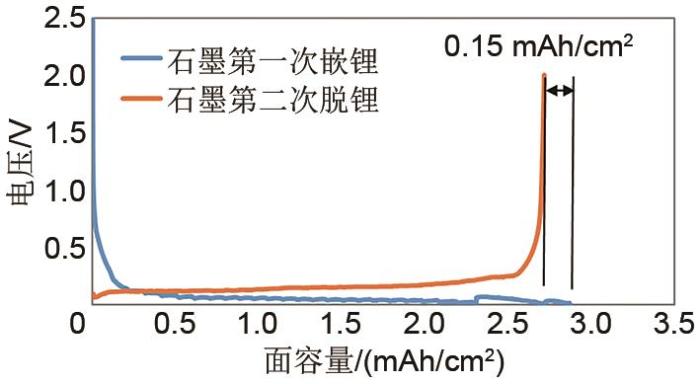
如图2所示,在石墨对锂半电池首圈充放电曲线中可得,实验所用石墨负极其首圈不可逆容量Canode为0.15 mAh/cm2。
图2
对于压延预锂化法的锂金属利用率α,通过图3所示模型计算,其锂金属的消耗主要可分为两个部分:①对于锂金属,由于金属锂的高反应活性,在运输及压延过程中,表层锂和空气反应,其存在部分失效锂金属。②金属锂在和石墨界面接触的过程中,由于电极厚度及离子扩散速率问题,石墨负极由表面到电极内部,会存在一定的锂离子浓度差异。其中,界面处石墨的锂化程度最高,其存在锂金属单质,部分锂离子参与界面处石墨SEI组成,同时部分活性锂离子嵌入石墨。而在石墨电极深处,则存在部分未锂化的石墨颗粒。
图3
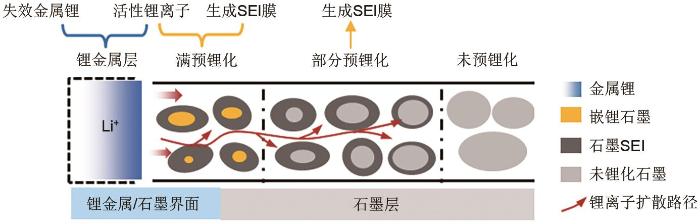
图3
压延预锂化法锂金属利用率模型
Fig. 3
Lithium metal utilization model by calendering prelithium method
如图4所示,对于锂化石墨中,其剩余活性锂离子容量标记为C1,参与石墨SEI成膜消耗的锂离子容量标记为C2,未锂化部分石墨所需锂离子容量标记为C3。因此金属锂的利用率可以被计算为:
其中C2 = Canode-C3,石墨上的锂金属面质量由补锂极片ICP测试,标记为m。
图4
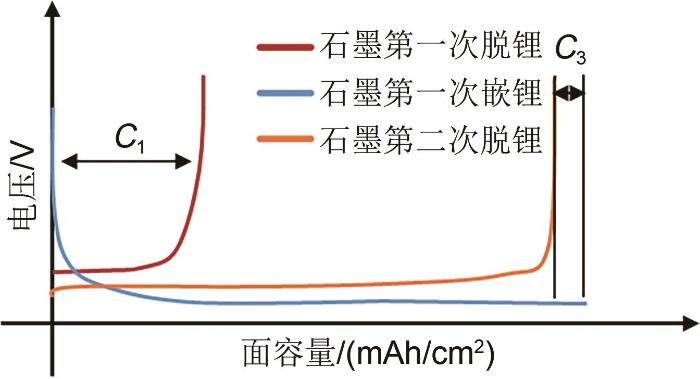
图4
预锂化石墨活性容量及不可逆容量计算原理图
Fig. 4
Calculation principle of active capacity and irreversible capacity of prelithiated graphite anodes
由上述公式,2.5~7 μm的金属锂利用率及其锂化裕度值见表1。
表1 不同厚度金属锂的利用率及其锂化裕度值
Table 1
| 金属锂厚度/μm | 石墨表面锂金属面质量/(mg/cm2) | 锂化裕度/(mAh/cm2) | 锂利用率/% |
|---|---|---|---|
| 2.5 | 0.096 | 0.07 | 20 |
| 4.0 | 0.14 | 0.16 | 30 |
| 5.0 | 0.17 | 0.23 | 36 |
| 7.0 | 0.27 | 0.55 | 53 |
则对于2.5 μm锂金属,其锂化裕度CDLRP(2.5)< Canode,锂化裕度不足;对于4.0 μm和5.0 μm锂金属,其锂化裕度介于Canode、CN/P之间,锂化裕度合适;而对于7.0 μm锂金属,其锂化裕度大于CN/P,锂化程度过大。
2.2 锂化裕度(DLRP)对负极界面、容量、首周库仑效率、交流内阻的影响
为了研究锂化裕度(DLRP)对电池性能的影响,通过压延2.5 μm、4.0 μm、5.0 μm、7.0 μm金属锂片至负极石墨,对应DLRP分别是0.07 mAh/cm2、0.16 mAh/cm2、0.23 mAh/cm2、0.55 mAh/cm2,制备了四种不同锂化裕度软包电池,电芯的容量、首周库仑效率、交流内阻数据列于表2。
表2 不同DLRP对电池初始容量、库仑效率、内阻的影响
Table 2
| 类别 | A-Ref | B-0.07 mAh/cm2 | C-0.16 mAh/cm2 | D-0.23 mAh/cm2 | E-0.55 mAh/cm2 |
|---|---|---|---|---|---|
| 首周库仑效率 | 87.3% | 91.6% | 94.6% | 94.8% | 95.3% |
| 放电容量/Ah | 3.41 | 3.56 | 3.64 | 3.65 | 3.67 |
| 内阻/mΩ | 4.23 | 4.17 | 4.15 | 4.16 | 4.41 |
图5
2.3 锂化裕度(DLRP)对倍率放电、高低温充放电性能的影响
通过在恒温箱环境中对电池进行不同倍率、不同温度进行充放电,研究了锂化裕度(DLRP)对电芯倍率放电和高低温放电性能的影响。其中,倍率放电测试结果如图6所示,不同锂化裕度(DLRP)电芯以1 C充电至3.65 V,后恒压充电至0.05 C,搁置2 h后,进行0.5 C、1.0 C、2.0 C、3.0 C放电至2.5 V,数据表明,在相同倍率下,不同锂化裕度(DLRP)电芯放电容量比率差别不大;当DLRP为0.16 mAh/cm2、0.23 mAh/cm2、0.55 mAh/cm2时,其放电平台有一定的提升。因此,不同锂化裕度(DLRP)对电芯放电容量比率无明显影响,当锂化裕度较大时,其对放电平台有一定的提升。图7中,将不同锂化裕度(DLRP)电芯充满电后,分别在55、25、0、-10、-20 ℃以1 C放电至2.5 V。通过对测试结果分析发现,低温下补锂电芯电压平台升高;高温时,补锂电芯容量提升较大。
图6
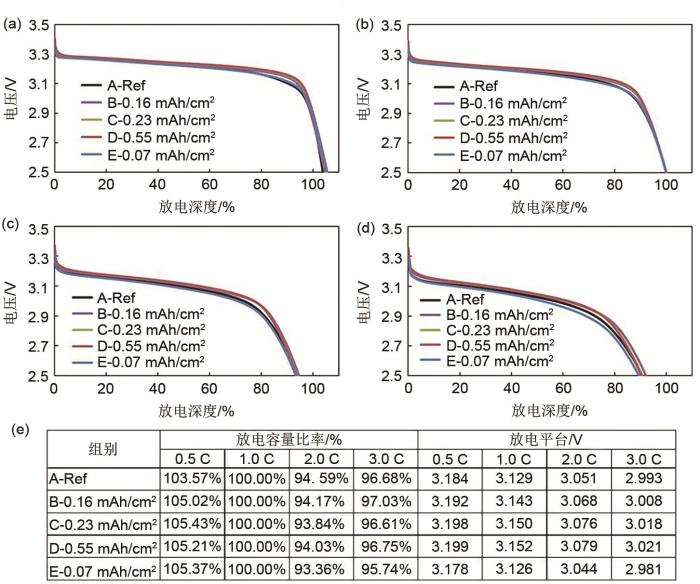
图6
锂化裕度(DLRP)对电芯倍率放电性能的影响 (a) 0.5 C放电曲线;(b) 1.0 C放电曲线;(c) 2.0 C放电曲线;(d) 3.0 C放电曲线;(e) 不同倍率放电详细数据
Fig. 6
Effect of DLRP on cell performance of rate discharge (a) 0.5 C discharge curve; (b) 1.0 C discharge curve; (c) 2.0 C discharge curve; (d) 3.0 C discharge curve; (e) detailed data of discharge at different rates
图7
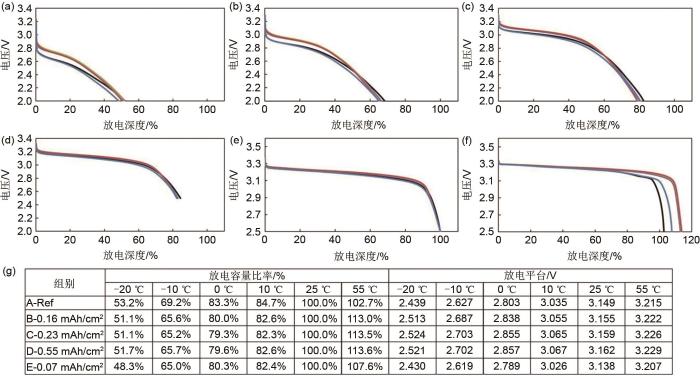
图7
锂化裕度(DLRP)对电芯高低温放电性能的影响 (a) -20 ℃放电曲线;(b) -10 ℃放电曲线;(c) 0 ℃放电曲线;(d) 10 ℃放电曲线;(e) 25 ℃放电曲线;(f) 55 ℃放电曲线;(g) 不同温度放电详细数据
Fig. 7
Effect of DLRP on cell performance of high and low temperature discharge (a) -20 ℃ discharge curve; (b) -10 ℃ discharge curve; (c) 0 ℃ discharge curve; (d) 10 ℃ discharge curve; (e) 25 ℃ discharge curve; (f) 55 ℃ discharge curve; (g) detailed data of discharge at different temperatures
2.4 锂化裕度(DLRP)对不同温度存储性能的影响
图8
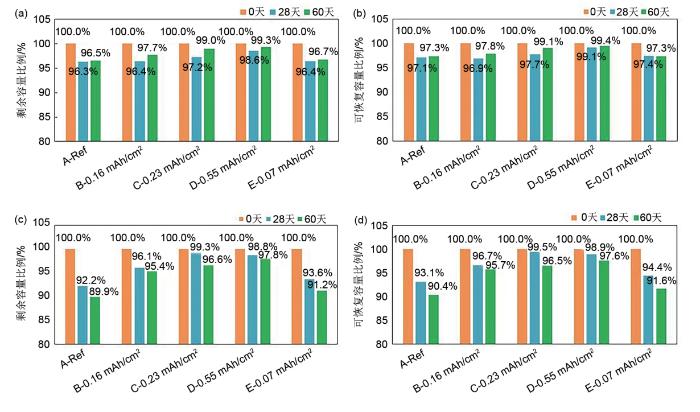
图8
锂化裕度(DLRP)存储性能的影响 (a) 常温剩余容量比例;(b) 常温可恢复容量比例;(c) 高温剩余容量比例;(d) 高温可恢复容量比例
Fig. 8
Effect of DLRP on cell performance of room temperature and high temperature (a) ratio of residual capacity at room temperature; (b) the proportion of recoverable capacity at room temperature; (c) high temperature residual capacity ratio; (d) high temperature recoverable capacity ratio storage
2.5 锂化裕度(DLRP)对循环性能的影响
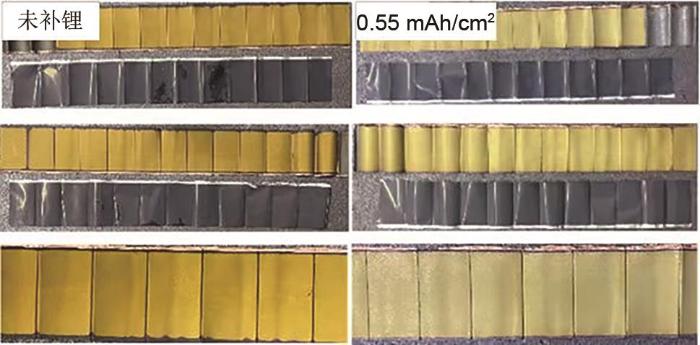
对于性能优异的电芯,其循环性能是首要考虑的因素。通过将不同锂化裕度(DLRP)电芯分别放置于25 ℃恒温房中,使用新威测试柜对电芯进行持续充放电,测试方法为以1 C充电至3.65 V,后恒压充电至0.05 C,搁置30 min后,进行1.0 C、放电至2.5 V,继续搁置30 min,持续充电-放电循环,直至电芯容量保持率低于80%。其循环性能测试结果如图9所示,从图中可以看到,未补锂电芯容量衰减较快,对于DLRP为0.07 mAh/cm2电芯,其循环性能有一定提升,对于DLRP为0.16 mAh/cm2、0.23 mAh/cm2组别电芯,其循环性能提升明显,600次循环后,其容量保持率分别为101.92%、101.35%,容量保持率均大于101%,而对于DLRP为0.55 mAh/cm2电芯,其在经过600次充放电循环后,容量保持率相对DLRP为0.16 mAh/cm2、0.23 mAh/cm2组别电芯较低,结合图5拆解界面可知,DLRP为0.55 mAh/cm2电芯明显锂化裕度过高导致负极析锂,最终导致循环过程容量衰减相对较快。以上结果表明,锂化裕度太小,补锂深度不够,会导致库仑效率较低,循环性能提升不明显;若锂化裕度较大,补锂过量,则会导致在全电池中石墨负极残留锂金属层,造成枝晶生长,短路等安全问题。
图9
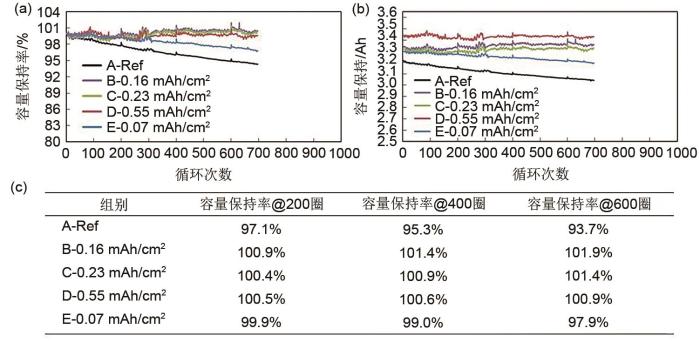
图9
锂化裕度(DLRP)对循环性能的影响 (a) 容量保持率;(b)剩余容量 ;(c) 容量保持率详细数据
Fig. 9
Effect of DLRP on cell performance of cycling (a) capacity retention rate; (b) remaining capacity; (c) detailed data on capacity retention rate
3 结论
负极补锂工艺采用压延方式制备的Li/石墨为负极材料,搭配LiFePO4正极材料制作了软包锂离子电池,提出了锂化裕度的概念及其理论计算方法,研究了不同锂化裕度对电芯容量、性能的影响。实验结果表明,锂化裕度的增加会增加电芯的容量;低温下补锂电芯电压平台升高,高温时,补锂电芯容量提升较大;锂化裕度的增加能够显著提升常温和高温存储性能;但锂化裕度过大,补锂过量,则会导致在全电池中石墨负极残留锂金属层,造成枝晶生长、短路等安全问题。因此,对于不同体系锂离子电池,要通过补锂工艺全面提升电芯的能量密度和循环性能,探索最佳的锂化裕度显得至关重要。
参考文献

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}