In recent years, various governments have proposed staged goals for the development of lithium batteries with high energy densities. The main challenge is to identify a balanced solution to satisfy energy density and other characteristics such as safety, cycle life, and rate capability. This paper analyzes the main problems and possible solutions considering the available cathode, anode, electrolyte, and separator materials. A forward cell design is discussed.
LI Wenjun. Development of strategies for high-energy-density lithium batteries. Energy Storage Science and Technology[J], 2020, 9(2): 448-478 doi:10.19799/j.cnki.2095-4239.2020.0050
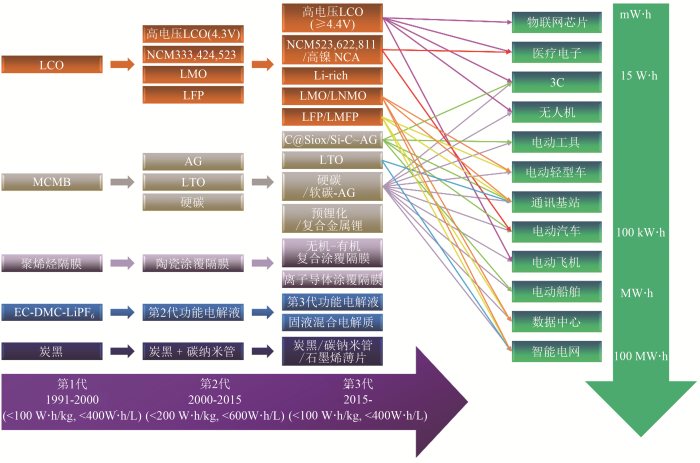
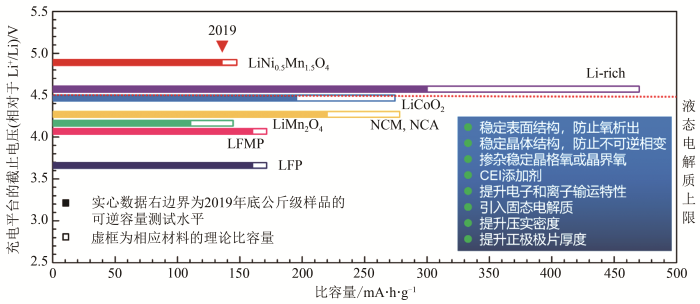
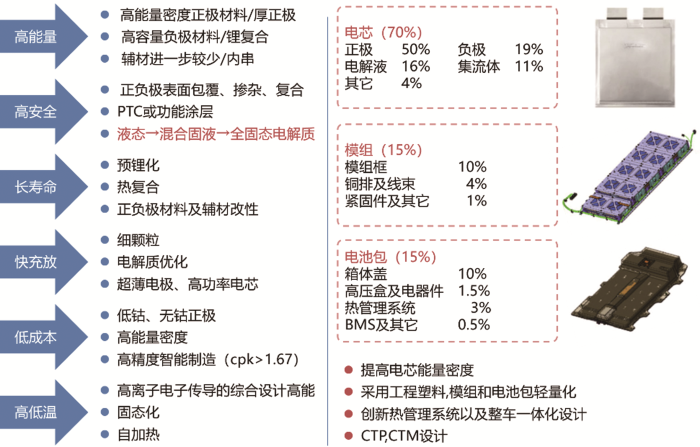
Fig.1
The way to develop lithium ion batteries: optimizing materials and finding the most suitable material combinations(redrawn based on the figure from reference)[2]
图4
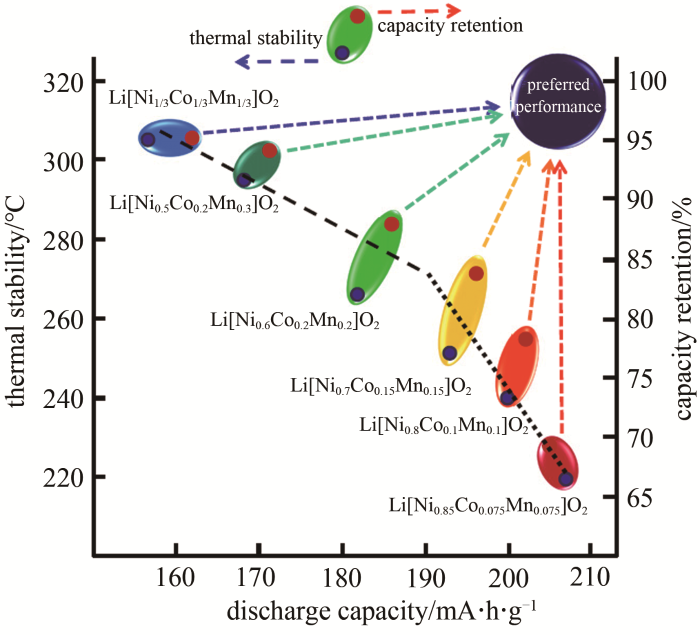
不同Ni含量NCM的放电比容量、热稳定性和容量保持率关系图[3,6]Fig.4Relationship among specific discharge capacity, thermal stability and capacity retention rate of NCM materials with different Ni contents[3,6]
Fig.12
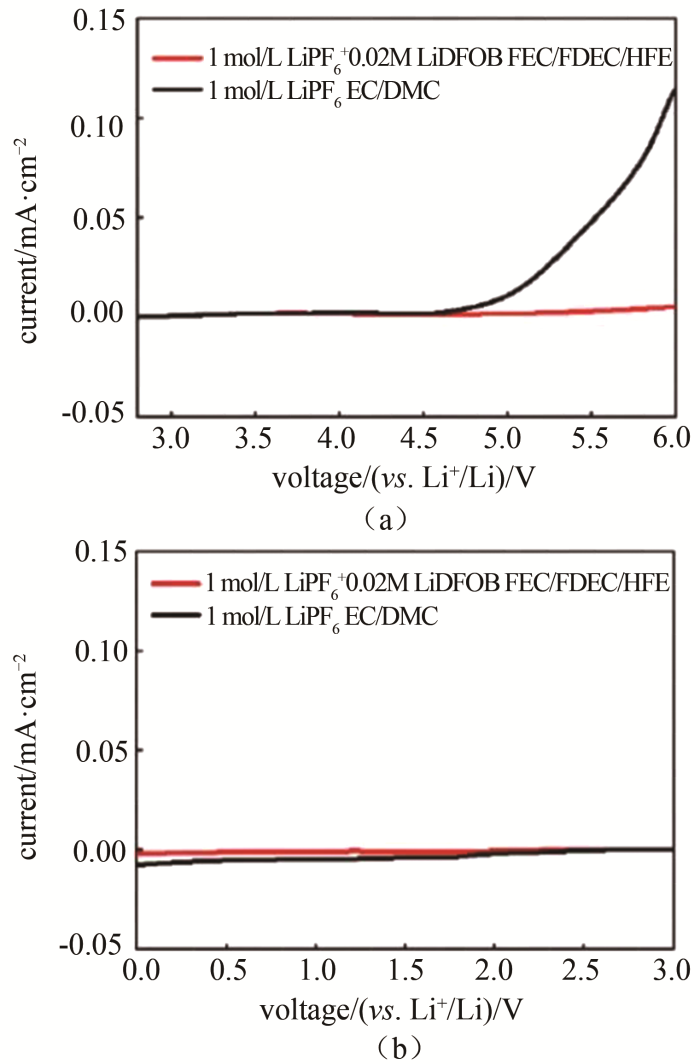
Electrochemical windows of all-fluorinated electrolyte(1 mol/L LiPF6/0.02 mol/L LiDFOB- FEC/FDEC/HFE) and common commercial electrolyte (1 mol/L LiPF6-EC/DMC)[45]
Fig.15
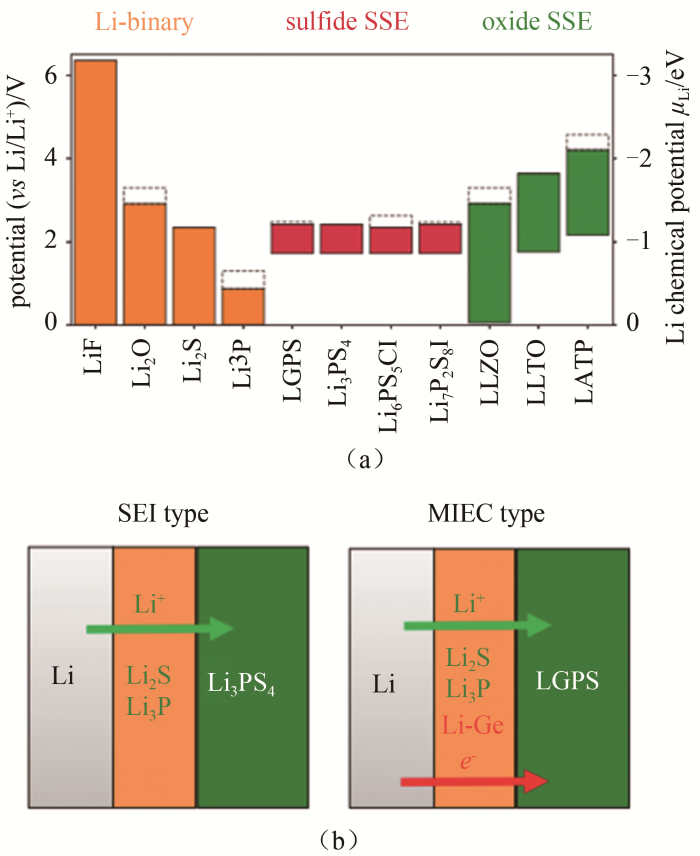
(a) Electrochemical stability of common SEs and Li binaries; (b) Schematic illustration of interphase layer of Li3PS4 and LGPS against Li metal with different conducting properties and interface compatibility[58]
Fig.16
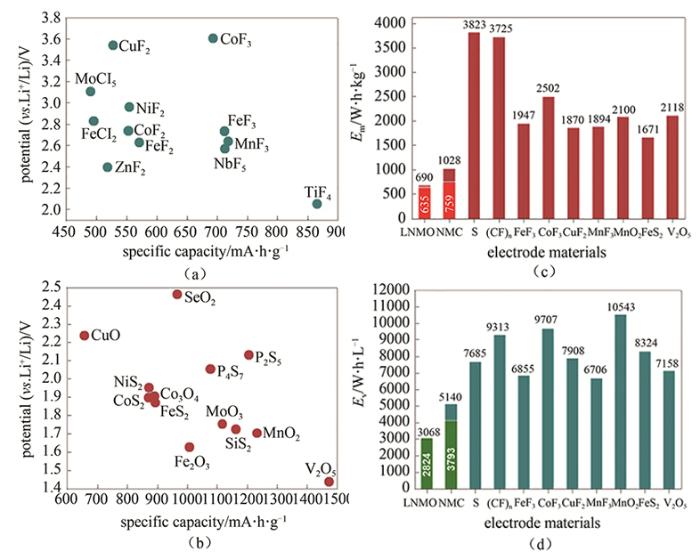
(a)、(b) Theoretical specific capacity and operational voltage for Li-free cathodes, halides (a), and chalcogenides and oxides (b). (c)、(d) Some Li-free cathodes with (c) high gravimetric energy density and (d) high volumetric energy density. LiNi0.5Mn1.5O4 (denoted as LNMO), Li(NiMnCo)1/3O2 (denoted as NMC), a primary cell cathode (CF)n, and S are imported for comparison[9]
Fig.17
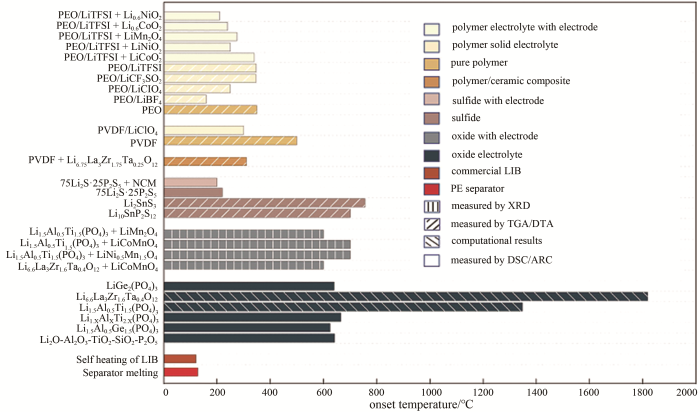
The schematic illustration of the preparation of electrospun separator and comparison of onset temperature of exothermal behaviors for different SSEs. The commercial LIB self-heating reaction temperature and PE melting temperature are provided for reference [71]
Fig.22
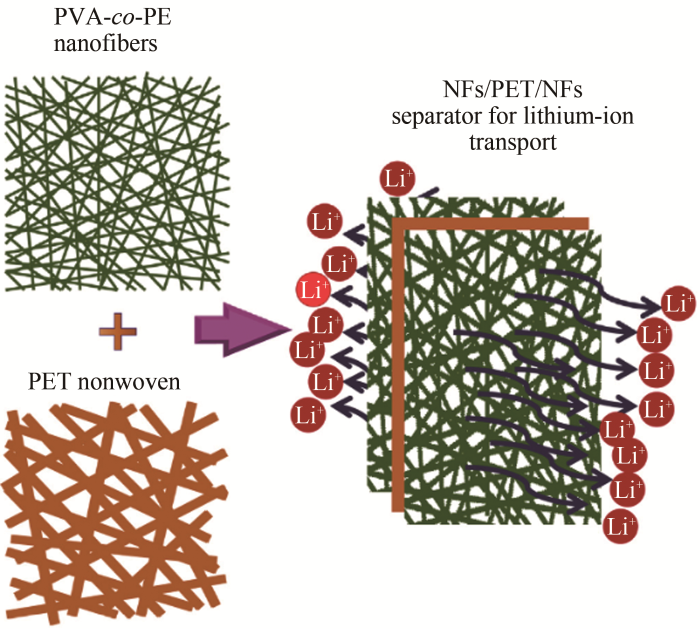
Preparation of NFs/PET/NFs separator through sandwiching PET non-woven fabrics between PVA-co-PE nanofiber membrane and schematic diagram of the lithium ion transport in the separator[88]
Fig.24
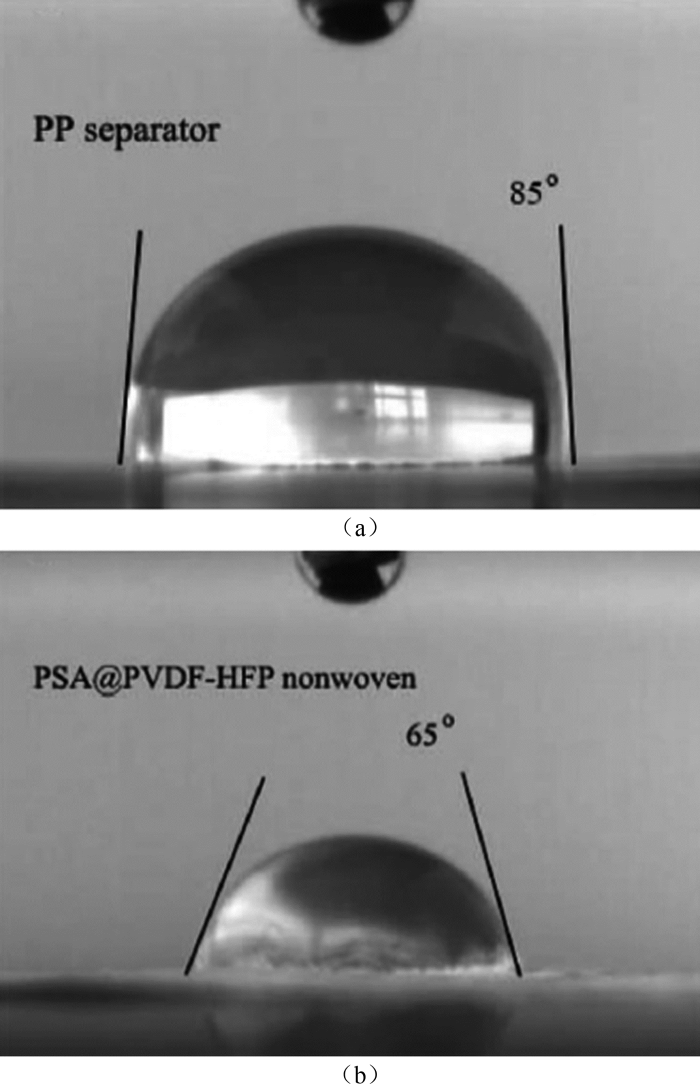
Wettability between electrolyte and PP membrane (a)/ aramid membrane (b); (c) photograph of PP and aramid membrane after being heated at 250 ℃ for 0.5 h[93]
Fig.26
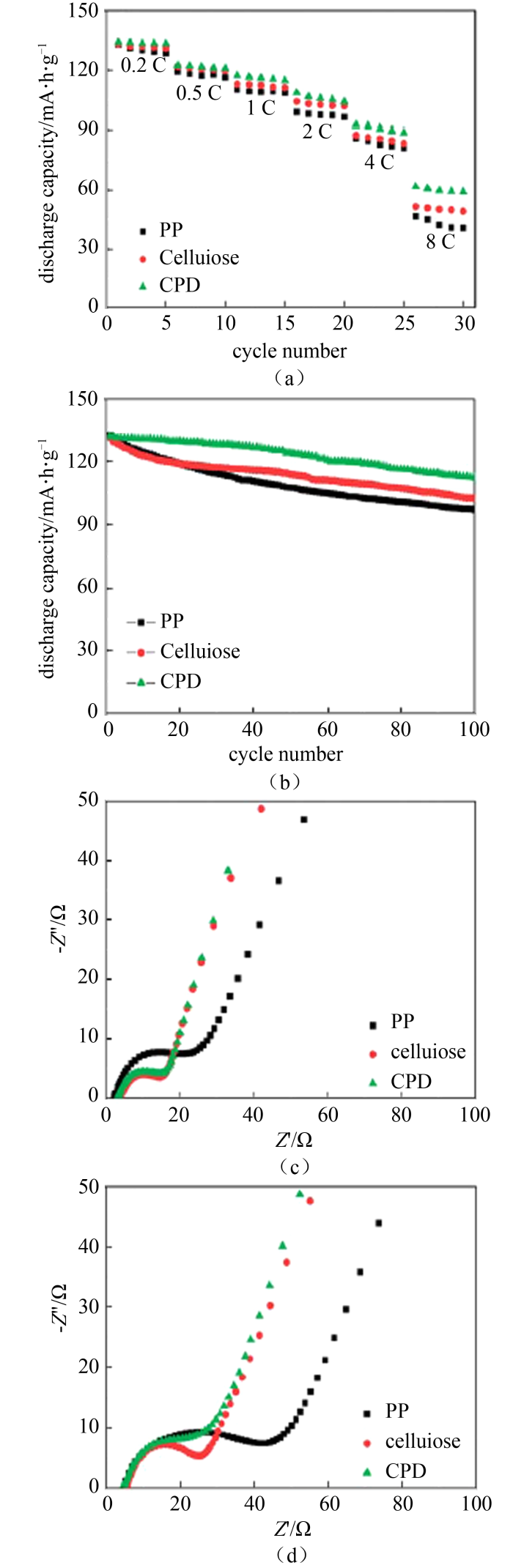
Rate capability (a) and cycling performance (b) of LiCoO2/graphite cells with PP, cellulose or CPD separator; AC impedance of cells after 1st cycle (c) and 100 cycles (d) [94]
Fig.27
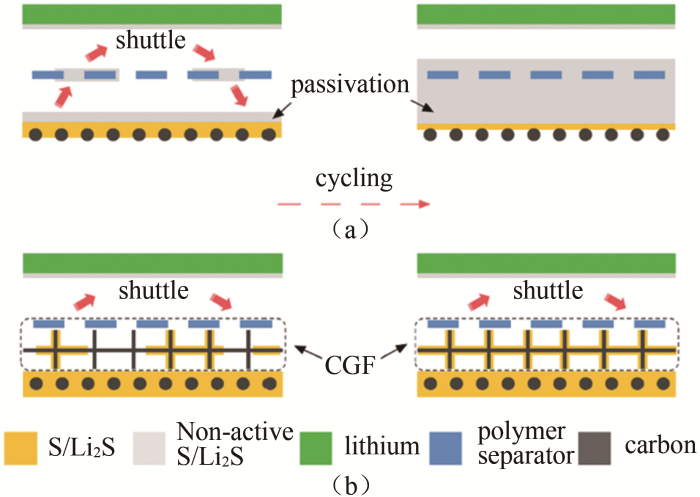
Schematic illustration of (a) a routine PP separator and (b) a Janus separator with a CGF layer. Without a CGF layer, the LiPSs that shuttled back accumulated at the separator/cathode interface to form a solid, nonactive, insulating passivation layer. With a CGF layer, the LiPSs were reduced and deposited on the conductive scaffolds, preventing the formation of the insulating film and enabling the further penetration of LiPSs into the cathode [97]
Fig.28
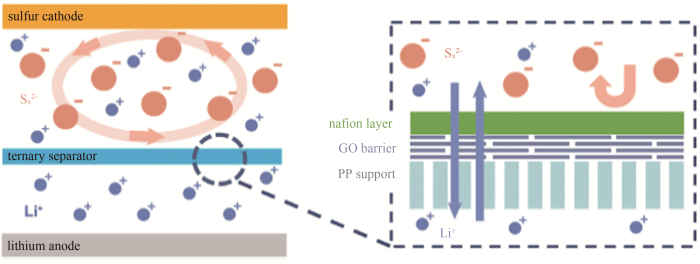
Schematic of a ternary PP/GO/Nafion separator: The PP layer serves as free-standing continuous support. GO sheets not only cover the macropores on the PP separator with an ultralow loading of 0.0032 mg/cm2, but also serve as physical barriers to selectively suppress the polysulfide anions. A Nafion layer of 0.050 mg/cm2 is coated on GO to afford–SO3- groups that allow ion hopping of positive charge species (Li+) but reject hopping of negative ions of Sn2-. Such ternary-layered separator improves the Coulombic efficiency and capacity retention during cycling of an Li-S battery[99]
Fig.29
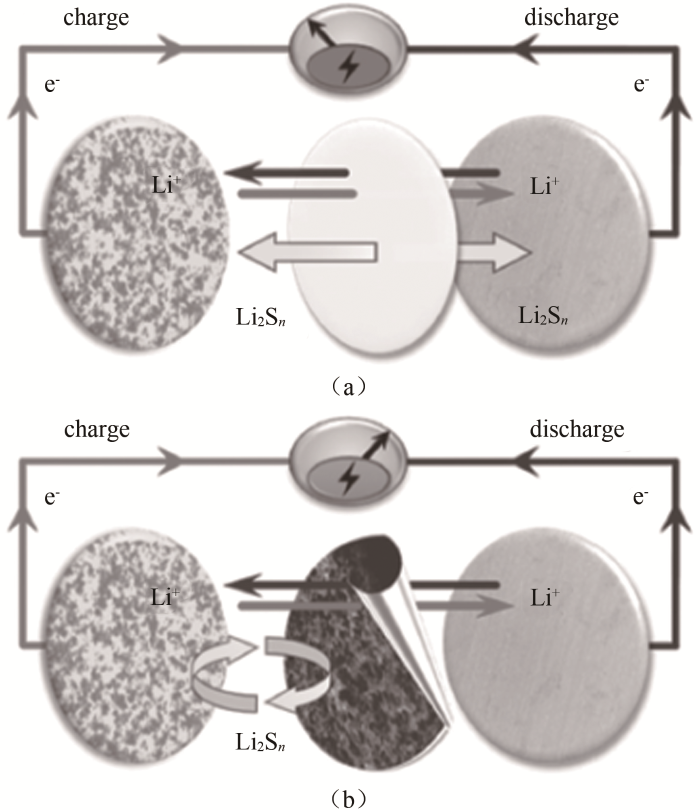
Schematic configuration of the Li-S cells with (a) pristine separator and (b) mesoC-coated separator. The cell configuration is composed of, from left to right, a sulfur cathode, the corresponding separator, and a lithium anode[101]
Issues and challenges facing rechargeable lithium batteries
[M]. Materials for Sustainable Energy: A Collection of Peer-Reviewed Research and Review Articles from Nature Publishing Group. World Scientific. 2011: 171-179.
Comparison of the structural and electrochemical properties of layered Li[NixCoyMnz]O2 (x=1/3, 0.5, 0.6, 0.7, 0.8 and 0.85) cathode material for lithium-ion batteries
[J]. Journal of Power Sources, 2013, 233: 121-130.
High yield and low-cost ball milling synthesis of nano-flake Si@SiO2 with small crystalline grains and abundant grain boundaries as a superior anode for Li-ion batteries
[J]. Journal of Alloys and Compounds, 2015, 639: 27-35.
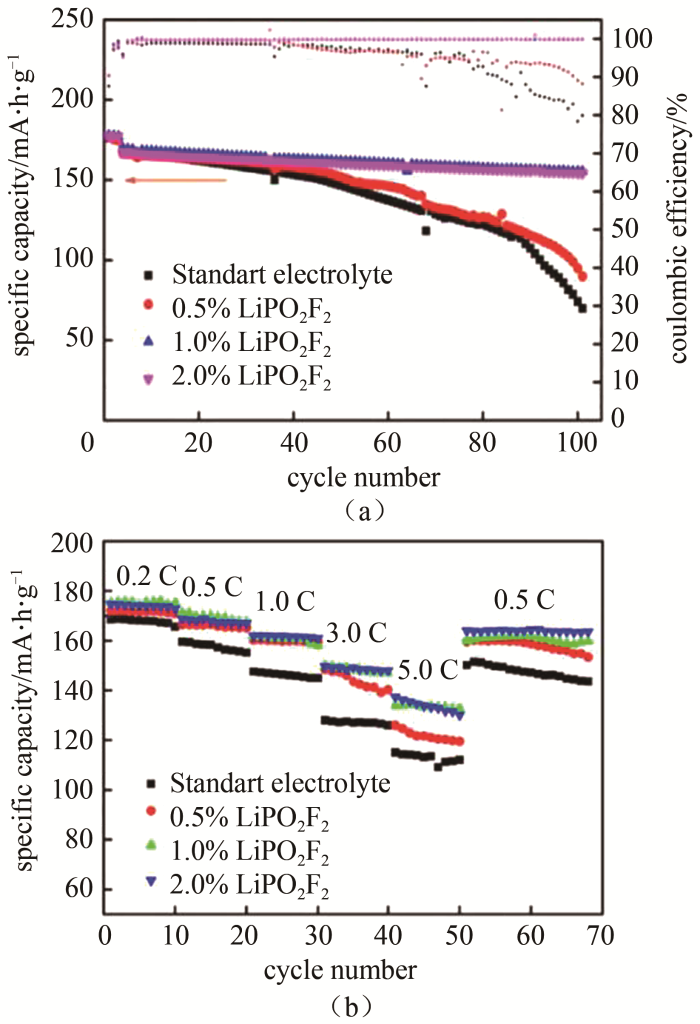
Toward a stable solid-electrolyte-interfaces on nickel-rich cathodes: LiPO2F2 salt-type additive and its working mechanism for LiNi0.5Mn0.25Co0.25O2 cathodes
[J]. Journal of Power Sources, 2018, 380: 149-157.
Enhanced overall electrochemical performance of silicon/carbon anode for lithium-ion batteries using fluoroethylene carbonate as an electrolyte additive
[J]. Journal of Alloys and Compounds, 2017, 695: 3249-3255.
Origin of outstanding stability in the lithium solid electrolyte materials: Insights from thermodynamic analyses based on first-principles calculations
Improved performance of lithium ion battery separator enabled by co-electrospinnig polyimide/poly (vinylidene fluoride-co-hexafluoropropylene) and the incorporation of TiO2-(2-hydroxyethyl methacrylate)
[J]. Journal of Power Sources, 2015, 273: 1127-1135.
Tailoring the pore size of a polypropylene separator with a polymer having intrinsic nanoporosity for suppressing the polysulfide shuttle in lithium-sulfur batteries
Rational integration of polypropylene/graphene oxide/nafion as ternary-layered separator to retard the shuttle of polysulfides for lithium-sulfur batteries
Improved lithium-sulfur batteries with a conductive coating on the separator to prevent the accumulation of inactive S-related species at the cathode-separator interface
[J]. Energy & Environmental Science, 2014, 7(10): 3381-3390.
The way to develop lithium ion batteries: optimizing materials and finding the most suitable material combinations(redrawn based on the figure from reference)<sup>[<xref ref-type="bibr" rid="R2">2</xref>]</sup>Fig.1
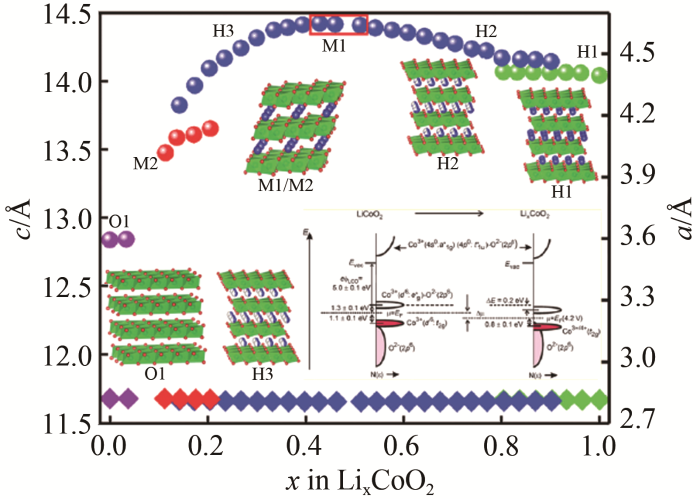
Structure changes of LiCoO<sub>2</sub> material during charging<sup>[<xref ref-type="bibr" rid="R2">2</xref>,<xref ref-type="bibr" rid="R4">4</xref>]</sup>Fig.2
Structure changes of LiCoO<sub>2</sub> material during charging<sup>[<xref ref-type="bibr" rid="R2">2</xref>,<xref ref-type="bibr" rid="R4">4</xref>]</sup>Fig.2
... [2,4]Structure changes of LiCoO<sub>2</sub> material during charging<sup>[<xref ref-type="bibr" rid="R2">2</xref>,<xref ref-type="bibr" rid="R4">4</xref>]</sup>Fig.2
... [3,6]Fig.4Relationship among specific discharge capacity, thermal stability and capacity retention rate of NCM materials with different Ni contents[3,6]1.1.3 富锂锰基正极材料
The way to develop lithium ion batteries: optimizing materials and finding the most suitable material combinations(redrawn based on the figure from reference)<sup>[<xref ref-type="bibr" rid="R2">2</xref>]</sup>Fig.1
Structure changes of LiCoO<sub>2</sub> material during charging<sup>[<xref ref-type="bibr" rid="R2">2</xref>,<xref ref-type="bibr" rid="R4">4</xref>]</sup>Fig.2
Comparison of the structural and electrochemical properties of layered Li[NixCoyMnz]O2 (x=1/3, 0.5, 0.6, 0.7, 0.8 and 0.85) cathode material for lithium-ion batteries
... ,6]Fig.4Relationship among specific discharge capacity, thermal stability and capacity retention rate of NCM materials with different Ni contents[3,6]1.1.3 富锂锰基正极材料
... [9]<strong>(a)</strong>、<strong>(b) Theoretical specific capacity and operational voltage for Li-free cathodes, halides (a), and chalcogenides and oxides (b). (c)</strong>、<strong>(d) Some Li-free cathodes with (c) high gravimetric energy density and (d) high volumetric energy density. LiNi<sub>0.5</sub>Mn<sub>1.5</sub>O<sub>4</sub> (denoted as LNMO), Li(NiMnCo)<sub>1/3</sub>O<sub>2</sub> (denoted as NMC), a primary cell cathode (CF)<i><sub>n</sub></i>, and S are imported for comparison</strong><sup>[<xref ref-type="bibr" rid="R9">9</xref>]</sup>Fig.16
... 硅基颗粒尺寸直接影响其在锂化过程中是否发生粉化,硅基负极材料在纳米维度能够更快的释放应力,在受周围介质约束下,相比较大尺寸的硅负极不容易产生裂纹,并有效的提升硅基材料的倍率性能和比容量[12].有文献报道,直径小于150 nm球形硅纳米颗粒有助于减缓材料的粉化现象,在锂化过程中整个颗粒不易发生破裂或断裂;当高于这一临界尺寸时,颗粒表面初步形成微裂纹,随着锂化过程膨胀加剧而破裂[13].截至目前,尚未发现太多低成本、高效率制备纳米硅基颗粒材料的方法,常用的方式如机械球磨法[14]、砂磨[15]、化学气相沉积(CVD)法[16]及熔盐电解法[15]等.Hou等[17]使用两步球磨法制备平均粒径为154.8 nm的Si@SiO2纳米薄片.其中晶体硅尺寸较小,晶界结构丰富,有利于提高比容量、循环稳定性和首周库仑效率.但是球磨法存在杂质较多、表面氧化、粒径分布范围宽、粒径较大、实际产物中 Si 纳米颗粒容易形成团聚等缺点,需优化工艺.基于氧化亚硅循环性好的特点,纳米硅的粒径越小越好.针对粒径小于50 nm的材料开发低成本的原位或非原位制备技术,一直是纳米硅碳负极材料开发和性能优化的关键. ...
锂离子电池硅基负极材料的研究
1
2017
... 硅基颗粒尺寸直接影响其在锂化过程中是否发生粉化,硅基负极材料在纳米维度能够更快的释放应力,在受周围介质约束下,相比较大尺寸的硅负极不容易产生裂纹,并有效的提升硅基材料的倍率性能和比容量[12].有文献报道,直径小于150 nm球形硅纳米颗粒有助于减缓材料的粉化现象,在锂化过程中整个颗粒不易发生破裂或断裂;当高于这一临界尺寸时,颗粒表面初步形成微裂纹,随着锂化过程膨胀加剧而破裂[13].截至目前,尚未发现太多低成本、高效率制备纳米硅基颗粒材料的方法,常用的方式如机械球磨法[14]、砂磨[15]、化学气相沉积(CVD)法[16]及熔盐电解法[15]等.Hou等[17]使用两步球磨法制备平均粒径为154.8 nm的Si@SiO2纳米薄片.其中晶体硅尺寸较小,晶界结构丰富,有利于提高比容量、循环稳定性和首周库仑效率.但是球磨法存在杂质较多、表面氧化、粒径分布范围宽、粒径较大、实际产物中 Si 纳米颗粒容易形成团聚等缺点,需优化工艺.基于氧化亚硅循环性好的特点,纳米硅的粒径越小越好.针对粒径小于50 nm的材料开发低成本的原位或非原位制备技术,一直是纳米硅碳负极材料开发和性能优化的关键. ...
Size-dependent fracture of silicon nanoparticles during lithiation
1
2012
... 硅基颗粒尺寸直接影响其在锂化过程中是否发生粉化,硅基负极材料在纳米维度能够更快的释放应力,在受周围介质约束下,相比较大尺寸的硅负极不容易产生裂纹,并有效的提升硅基材料的倍率性能和比容量[12].有文献报道,直径小于150 nm球形硅纳米颗粒有助于减缓材料的粉化现象,在锂化过程中整个颗粒不易发生破裂或断裂;当高于这一临界尺寸时,颗粒表面初步形成微裂纹,随着锂化过程膨胀加剧而破裂[13].截至目前,尚未发现太多低成本、高效率制备纳米硅基颗粒材料的方法,常用的方式如机械球磨法[14]、砂磨[15]、化学气相沉积(CVD)法[16]及熔盐电解法[15]等.Hou等[17]使用两步球磨法制备平均粒径为154.8 nm的Si@SiO2纳米薄片.其中晶体硅尺寸较小,晶界结构丰富,有利于提高比容量、循环稳定性和首周库仑效率.但是球磨法存在杂质较多、表面氧化、粒径分布范围宽、粒径较大、实际产物中 Si 纳米颗粒容易形成团聚等缺点,需优化工艺.基于氧化亚硅循环性好的特点,纳米硅的粒径越小越好.针对粒径小于50 nm的材料开发低成本的原位或非原位制备技术,一直是纳米硅碳负极材料开发和性能优化的关键. ...
High performance amorphous-Si@SiOx/C composite anode materials for Li-ion batteries derived from ball-milling and in situ carbonization
1
2014
... 硅基颗粒尺寸直接影响其在锂化过程中是否发生粉化,硅基负极材料在纳米维度能够更快的释放应力,在受周围介质约束下,相比较大尺寸的硅负极不容易产生裂纹,并有效的提升硅基材料的倍率性能和比容量[12].有文献报道,直径小于150 nm球形硅纳米颗粒有助于减缓材料的粉化现象,在锂化过程中整个颗粒不易发生破裂或断裂;当高于这一临界尺寸时,颗粒表面初步形成微裂纹,随着锂化过程膨胀加剧而破裂[13].截至目前,尚未发现太多低成本、高效率制备纳米硅基颗粒材料的方法,常用的方式如机械球磨法[14]、砂磨[15]、化学气相沉积(CVD)法[16]及熔盐电解法[15]等.Hou等[17]使用两步球磨法制备平均粒径为154.8 nm的Si@SiO2纳米薄片.其中晶体硅尺寸较小,晶界结构丰富,有利于提高比容量、循环稳定性和首周库仑效率.但是球磨法存在杂质较多、表面氧化、粒径分布范围宽、粒径较大、实际产物中 Si 纳米颗粒容易形成团聚等缺点,需优化工艺.基于氧化亚硅循环性好的特点,纳米硅的粒径越小越好.针对粒径小于50 nm的材料开发低成本的原位或非原位制备技术,一直是纳米硅碳负极材料开发和性能优化的关键. ...
纳米砂磨法制备SnO2-CuO-Graphite复合负极材料及其电化学性能
2
2016
... 硅基颗粒尺寸直接影响其在锂化过程中是否发生粉化,硅基负极材料在纳米维度能够更快的释放应力,在受周围介质约束下,相比较大尺寸的硅负极不容易产生裂纹,并有效的提升硅基材料的倍率性能和比容量[12].有文献报道,直径小于150 nm球形硅纳米颗粒有助于减缓材料的粉化现象,在锂化过程中整个颗粒不易发生破裂或断裂;当高于这一临界尺寸时,颗粒表面初步形成微裂纹,随着锂化过程膨胀加剧而破裂[13].截至目前,尚未发现太多低成本、高效率制备纳米硅基颗粒材料的方法,常用的方式如机械球磨法[14]、砂磨[15]、化学气相沉积(CVD)法[16]及熔盐电解法[15]等.Hou等[17]使用两步球磨法制备平均粒径为154.8 nm的Si@SiO2纳米薄片.其中晶体硅尺寸较小,晶界结构丰富,有利于提高比容量、循环稳定性和首周库仑效率.但是球磨法存在杂质较多、表面氧化、粒径分布范围宽、粒径较大、实际产物中 Si 纳米颗粒容易形成团聚等缺点,需优化工艺.基于氧化亚硅循环性好的特点,纳米硅的粒径越小越好.针对粒径小于50 nm的材料开发低成本的原位或非原位制备技术,一直是纳米硅碳负极材料开发和性能优化的关键. ...
... [15]等.Hou等[17]使用两步球磨法制备平均粒径为154.8 nm的Si@SiO2纳米薄片.其中晶体硅尺寸较小,晶界结构丰富,有利于提高比容量、循环稳定性和首周库仑效率.但是球磨法存在杂质较多、表面氧化、粒径分布范围宽、粒径较大、实际产物中 Si 纳米颗粒容易形成团聚等缺点,需优化工艺.基于氧化亚硅循环性好的特点,纳米硅的粒径越小越好.针对粒径小于50 nm的材料开发低成本的原位或非原位制备技术,一直是纳米硅碳负极材料开发和性能优化的关键. ...
纳米砂磨法制备SnO2-CuO-Graphite复合负极材料及其电化学性能
2
2016
... 硅基颗粒尺寸直接影响其在锂化过程中是否发生粉化,硅基负极材料在纳米维度能够更快的释放应力,在受周围介质约束下,相比较大尺寸的硅负极不容易产生裂纹,并有效的提升硅基材料的倍率性能和比容量[12].有文献报道,直径小于150 nm球形硅纳米颗粒有助于减缓材料的粉化现象,在锂化过程中整个颗粒不易发生破裂或断裂;当高于这一临界尺寸时,颗粒表面初步形成微裂纹,随着锂化过程膨胀加剧而破裂[13].截至目前,尚未发现太多低成本、高效率制备纳米硅基颗粒材料的方法,常用的方式如机械球磨法[14]、砂磨[15]、化学气相沉积(CVD)法[16]及熔盐电解法[15]等.Hou等[17]使用两步球磨法制备平均粒径为154.8 nm的Si@SiO2纳米薄片.其中晶体硅尺寸较小,晶界结构丰富,有利于提高比容量、循环稳定性和首周库仑效率.但是球磨法存在杂质较多、表面氧化、粒径分布范围宽、粒径较大、实际产物中 Si 纳米颗粒容易形成团聚等缺点,需优化工艺.基于氧化亚硅循环性好的特点,纳米硅的粒径越小越好.针对粒径小于50 nm的材料开发低成本的原位或非原位制备技术,一直是纳米硅碳负极材料开发和性能优化的关键. ...
... [15]等.Hou等[17]使用两步球磨法制备平均粒径为154.8 nm的Si@SiO2纳米薄片.其中晶体硅尺寸较小,晶界结构丰富,有利于提高比容量、循环稳定性和首周库仑效率.但是球磨法存在杂质较多、表面氧化、粒径分布范围宽、粒径较大、实际产物中 Si 纳米颗粒容易形成团聚等缺点,需优化工艺.基于氧化亚硅循环性好的特点,纳米硅的粒径越小越好.针对粒径小于50 nm的材料开发低成本的原位或非原位制备技术,一直是纳米硅碳负极材料开发和性能优化的关键. ...
Growth and characterization of silicon nanowires catalyzed by Zn metal via pulsed plasma-enhanced chemical vapor deposition
1
2014
... 硅基颗粒尺寸直接影响其在锂化过程中是否发生粉化,硅基负极材料在纳米维度能够更快的释放应力,在受周围介质约束下,相比较大尺寸的硅负极不容易产生裂纹,并有效的提升硅基材料的倍率性能和比容量[12].有文献报道,直径小于150 nm球形硅纳米颗粒有助于减缓材料的粉化现象,在锂化过程中整个颗粒不易发生破裂或断裂;当高于这一临界尺寸时,颗粒表面初步形成微裂纹,随着锂化过程膨胀加剧而破裂[13].截至目前,尚未发现太多低成本、高效率制备纳米硅基颗粒材料的方法,常用的方式如机械球磨法[14]、砂磨[15]、化学气相沉积(CVD)法[16]及熔盐电解法[15]等.Hou等[17]使用两步球磨法制备平均粒径为154.8 nm的Si@SiO2纳米薄片.其中晶体硅尺寸较小,晶界结构丰富,有利于提高比容量、循环稳定性和首周库仑效率.但是球磨法存在杂质较多、表面氧化、粒径分布范围宽、粒径较大、实际产物中 Si 纳米颗粒容易形成团聚等缺点,需优化工艺.基于氧化亚硅循环性好的特点,纳米硅的粒径越小越好.针对粒径小于50 nm的材料开发低成本的原位或非原位制备技术,一直是纳米硅碳负极材料开发和性能优化的关键. ...
High yield and low-cost ball milling synthesis of nano-flake Si@SiO2 with small crystalline grains and abundant grain boundaries as a superior anode for Li-ion batteries
1
2015
... 硅基颗粒尺寸直接影响其在锂化过程中是否发生粉化,硅基负极材料在纳米维度能够更快的释放应力,在受周围介质约束下,相比较大尺寸的硅负极不容易产生裂纹,并有效的提升硅基材料的倍率性能和比容量[12].有文献报道,直径小于150 nm球形硅纳米颗粒有助于减缓材料的粉化现象,在锂化过程中整个颗粒不易发生破裂或断裂;当高于这一临界尺寸时,颗粒表面初步形成微裂纹,随着锂化过程膨胀加剧而破裂[13].截至目前,尚未发现太多低成本、高效率制备纳米硅基颗粒材料的方法,常用的方式如机械球磨法[14]、砂磨[15]、化学气相沉积(CVD)法[16]及熔盐电解法[15]等.Hou等[17]使用两步球磨法制备平均粒径为154.8 nm的Si@SiO2纳米薄片.其中晶体硅尺寸较小,晶界结构丰富,有利于提高比容量、循环稳定性和首周库仑效率.但是球磨法存在杂质较多、表面氧化、粒径分布范围宽、粒径较大、实际产物中 Si 纳米颗粒容易形成团聚等缺点,需优化工艺.基于氧化亚硅循环性好的特点,纳米硅的粒径越小越好.针对粒径小于50 nm的材料开发低成本的原位或非原位制备技术,一直是纳米硅碳负极材料开发和性能优化的关键. ...
In-situ visualization of lithium plating in all-solid-state lithium-metal battery
Chemical dealloying derived 3D porous current collector for Li metal anodes
1
2016
... Yun等[20]通过脱去铜锌合金中的锌金属得到了具有三维互联框架的Cu集流体,连续的Cu骨架可以快速传输电子,可调控的连通孔隙增大了比表面积,有效降低了负极表面的电流密度,抑制了锂枝晶的生长,缓解了循环过程中锂金属的巨大体积变化.具有这种三维多孔结构集流体的金属锂负极极化率明显降低,循环250次仍有高达97%的库仑效率,并且其使用寿命最高可至1000 h. ...
An interconnected channel-like framework as host for lithium metal composite anodes
Toward a stable solid-electrolyte-interfaces on nickel-rich cathodes: LiPO2F2 salt-type additive and its working mechanism for LiNi0.5Mn0.25Co0.25O2 cathodes
... [37](a) Cycling performance in 1 C and (b)rate capability of LiNi<sub>0.5</sub>Mn<sub>0.25</sub>Co<sub>0.25</sub>O<sub>2</sub>/Li cell in different electrolytes at 55 ℃<sup>[<xref ref-type="bibr" rid="R37">37</xref>]</sup>Fig.8
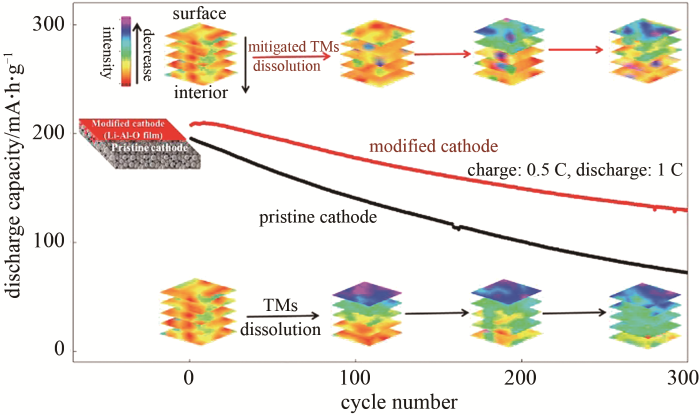
... [38]Cycling performance of pristine and modified cathodes and schematic diagram of metal ions dissolution<sup>[<xref ref-type="bibr" rid="R38">38</xref>]</sup>Fig.9
Enhanced overall electrochemical performance of silicon/carbon anode for lithium-ion batteries using fluoroethylene carbonate as an electrolyte additive
... [45]Electrochemical windows of all-fluorinated electrolyte(1 mol/L LiPF<sub>6</sub>/0.02 mol/L LiDFOB- FEC/FDEC/HFE) and common commercial electrolyte (1 mol/L LiPF<sub>6</sub>-EC/DMC)<sup>[<xref ref-type="bibr" rid="R45">45</xref>]</sup>Fig.12
... [47]Cycling performance of LiNi<sub>0.5</sub>Mn<sub>1.5</sub>O<sub>4</sub> cathode materials in different electrolyte systems<sup>[<xref ref-type="bibr" rid="R47">47</xref>]</sup>Fig.14
Nonaqueous liquid electrolytes for lithium-based rechargeable batteries
1
2004
... 首先,金属锂负极面临的锂枝晶刺穿隔膜、与电解液持续副反应等问题,在传统的液态电池体系中难以得到有效的解决.固态电解质力学性能高,有可能抑制金属锂刺穿隔膜,并且对金属锂化学稳定性相对较好,有望解决金属锂负极面临的一些挑战.金属锂负极具有低电极电势(-3.04 V vs.NHE)、高质量比容量(3862 mA·h/g),质量较轻(0.534 g/cm3),使用金属锂负极后,固态电池的理论能量密度可以突破400 W·h/kg,正极若使用富锂锰基材料,电池能量密度甚至可以高于600 W·h/kg[48,52,53].但目前来看,由于金属锂极强的还原性,固态电解质与金属锂之间的稳定性问题仍需要进一步研究.由图15(a)中的理论计算结果可知,硫化物固态电解质对金属锂并不稳定;硫化物固态电解质和锂接触后会被还原,生成包含Li2S、Li3P等组分的界面层,该界面层的性质与反应副产物组成有很大关系.如图15(b)所示,具有高电导率的LGPS甚至能与金属锂形成Li-Ge合金[54,55,56],合金相界面层由于具有电子传导性会不断生长,劣化电解质,增加电池内阻.而有研究报道,Li3PS4、Li6PS5Cl、Li7P3S11与金属锂形成的界面相具有电子绝缘性,会阻止界面层进一步生长,形成相对稳定的界面层,从而实现对金属锂的良好可逆循环[54,55,56,57]. ...
Reviving rechargeable lithium metal batteries: Enabling next-generation high-energy and high-power cells
1
2012
... 首先,金属锂负极面临的锂枝晶刺穿隔膜、与电解液持续副反应等问题,在传统的液态电池体系中难以得到有效的解决.固态电解质力学性能高,有可能抑制金属锂刺穿隔膜,并且对金属锂化学稳定性相对较好,有望解决金属锂负极面临的一些挑战.金属锂负极具有低电极电势(-3.04 V vs.NHE)、高质量比容量(3862 mA·h/g),质量较轻(0.534 g/cm3),使用金属锂负极后,固态电池的理论能量密度可以突破400 W·h/kg,正极若使用富锂锰基材料,电池能量密度甚至可以高于600 W·h/kg[48,52,53].但目前来看,由于金属锂极强的还原性,固态电解质与金属锂之间的稳定性问题仍需要进一步研究.由图15(a)中的理论计算结果可知,硫化物固态电解质对金属锂并不稳定;硫化物固态电解质和锂接触后会被还原,生成包含Li2S、Li3P等组分的界面层,该界面层的性质与反应副产物组成有很大关系.如图15(b)所示,具有高电导率的LGPS甚至能与金属锂形成Li-Ge合金[54,55,56],合金相界面层由于具有电子传导性会不断生长,劣化电解质,增加电池内阻.而有研究报道,Li3PS4、Li6PS5Cl、Li7P3S11与金属锂形成的界面相具有电子绝缘性,会阻止界面层进一步生长,形成相对稳定的界面层,从而实现对金属锂的良好可逆循环[54,55,56,57]. ...
Interphase formation on lithium solid electrolytes—An in situ approach to study interfacial reactions by photoelectron spectroscopy
2
2015
... 首先,金属锂负极面临的锂枝晶刺穿隔膜、与电解液持续副反应等问题,在传统的液态电池体系中难以得到有效的解决.固态电解质力学性能高,有可能抑制金属锂刺穿隔膜,并且对金属锂化学稳定性相对较好,有望解决金属锂负极面临的一些挑战.金属锂负极具有低电极电势(-3.04 V vs.NHE)、高质量比容量(3862 mA·h/g),质量较轻(0.534 g/cm3),使用金属锂负极后,固态电池的理论能量密度可以突破400 W·h/kg,正极若使用富锂锰基材料,电池能量密度甚至可以高于600 W·h/kg[48,52,53].但目前来看,由于金属锂极强的还原性,固态电解质与金属锂之间的稳定性问题仍需要进一步研究.由图15(a)中的理论计算结果可知,硫化物固态电解质对金属锂并不稳定;硫化物固态电解质和锂接触后会被还原,生成包含Li2S、Li3P等组分的界面层,该界面层的性质与反应副产物组成有很大关系.如图15(b)所示,具有高电导率的LGPS甚至能与金属锂形成Li-Ge合金[54,55,56],合金相界面层由于具有电子传导性会不断生长,劣化电解质,增加电池内阻.而有研究报道,Li3PS4、Li6PS5Cl、Li7P3S11与金属锂形成的界面相具有电子绝缘性,会阻止界面层进一步生长,形成相对稳定的界面层,从而实现对金属锂的良好可逆循环[54,55,56,57]. ...
... [54,55,56,57]. ...
Interfacial reactivity and interphase growth of argyrodite solid electrolytes at lithium metal electrodes
2
2018
... 首先,金属锂负极面临的锂枝晶刺穿隔膜、与电解液持续副反应等问题,在传统的液态电池体系中难以得到有效的解决.固态电解质力学性能高,有可能抑制金属锂刺穿隔膜,并且对金属锂化学稳定性相对较好,有望解决金属锂负极面临的一些挑战.金属锂负极具有低电极电势(-3.04 V vs.NHE)、高质量比容量(3862 mA·h/g),质量较轻(0.534 g/cm3),使用金属锂负极后,固态电池的理论能量密度可以突破400 W·h/kg,正极若使用富锂锰基材料,电池能量密度甚至可以高于600 W·h/kg[48,52,53].但目前来看,由于金属锂极强的还原性,固态电解质与金属锂之间的稳定性问题仍需要进一步研究.由图15(a)中的理论计算结果可知,硫化物固态电解质对金属锂并不稳定;硫化物固态电解质和锂接触后会被还原,生成包含Li2S、Li3P等组分的界面层,该界面层的性质与反应副产物组成有很大关系.如图15(b)所示,具有高电导率的LGPS甚至能与金属锂形成Li-Ge合金[54,55,56],合金相界面层由于具有电子传导性会不断生长,劣化电解质,增加电池内阻.而有研究报道,Li3PS4、Li6PS5Cl、Li7P3S11与金属锂形成的界面相具有电子绝缘性,会阻止界面层进一步生长,形成相对稳定的界面层,从而实现对金属锂的良好可逆循环[54,55,56,57]. ...
... ,55,56,57]. ...
Direct observation of the interfacial instability of the fast ionic conductor Li10GeP2S12 at the lithium metal anode
2
2016
... 首先,金属锂负极面临的锂枝晶刺穿隔膜、与电解液持续副反应等问题,在传统的液态电池体系中难以得到有效的解决.固态电解质力学性能高,有可能抑制金属锂刺穿隔膜,并且对金属锂化学稳定性相对较好,有望解决金属锂负极面临的一些挑战.金属锂负极具有低电极电势(-3.04 V vs.NHE)、高质量比容量(3862 mA·h/g),质量较轻(0.534 g/cm3),使用金属锂负极后,固态电池的理论能量密度可以突破400 W·h/kg,正极若使用富锂锰基材料,电池能量密度甚至可以高于600 W·h/kg[48,52,53].但目前来看,由于金属锂极强的还原性,固态电解质与金属锂之间的稳定性问题仍需要进一步研究.由图15(a)中的理论计算结果可知,硫化物固态电解质对金属锂并不稳定;硫化物固态电解质和锂接触后会被还原,生成包含Li2S、Li3P等组分的界面层,该界面层的性质与反应副产物组成有很大关系.如图15(b)所示,具有高电导率的LGPS甚至能与金属锂形成Li-Ge合金[54,55,56],合金相界面层由于具有电子传导性会不断生长,劣化电解质,增加电池内阻.而有研究报道,Li3PS4、Li6PS5Cl、Li7P3S11与金属锂形成的界面相具有电子绝缘性,会阻止界面层进一步生长,形成相对稳定的界面层,从而实现对金属锂的良好可逆循环[54,55,56,57]. ...
... ,56,57]. ...
Structures, Li+ mobilities, and interfacial properties of solid electrolytes Li3PS4 and Li3PO4 from first principles
1
2013
... 首先,金属锂负极面临的锂枝晶刺穿隔膜、与电解液持续副反应等问题,在传统的液态电池体系中难以得到有效的解决.固态电解质力学性能高,有可能抑制金属锂刺穿隔膜,并且对金属锂化学稳定性相对较好,有望解决金属锂负极面临的一些挑战.金属锂负极具有低电极电势(-3.04 V vs.NHE)、高质量比容量(3862 mA·h/g),质量较轻(0.534 g/cm3),使用金属锂负极后,固态电池的理论能量密度可以突破400 W·h/kg,正极若使用富锂锰基材料,电池能量密度甚至可以高于600 W·h/kg[48,52,53].但目前来看,由于金属锂极强的还原性,固态电解质与金属锂之间的稳定性问题仍需要进一步研究.由图15(a)中的理论计算结果可知,硫化物固态电解质对金属锂并不稳定;硫化物固态电解质和锂接触后会被还原,生成包含Li2S、Li3P等组分的界面层,该界面层的性质与反应副产物组成有很大关系.如图15(b)所示,具有高电导率的LGPS甚至能与金属锂形成Li-Ge合金[54,55,56],合金相界面层由于具有电子传导性会不断生长,劣化电解质,增加电池内阻.而有研究报道,Li3PS4、Li6PS5Cl、Li7P3S11与金属锂形成的界面相具有电子绝缘性,会阻止界面层进一步生长,形成相对稳定的界面层,从而实现对金属锂的良好可逆循环[54,55,56,57]. ...
Origin of outstanding stability in the lithium solid electrolyte materials: Insights from thermodynamic analyses based on first-principles calculations
3
2015
... 首先,金属锂负极面临的锂枝晶刺穿隔膜、与电解液持续副反应等问题,在传统的液态电池体系中难以得到有效的解决.固态电解质力学性能高,有可能抑制金属锂刺穿隔膜,并且对金属锂化学稳定性相对较好,有望解决金属锂负极面临的一些挑战.金属锂负极具有低电极电势(-3.04 V vs.NHE)、高质量比容量(3862 mA·h/g),质量较轻(0.534 g/cm3),使用金属锂负极后,固态电池的理论能量密度可以突破400 W·h/kg,正极若使用富锂锰基材料,电池能量密度甚至可以高于600 W·h/kg[48,52,53].但目前来看,由于金属锂极强的还原性,固态电解质与金属锂之间的稳定性问题仍需要进一步研究.由图15(a)中的理论计算结果可知,硫化物固态电解质对金属锂并不稳定;硫化物固态电解质和锂接触后会被还原,生成包含Li2S、Li3P等组分的界面层,该界面层的性质与反应副产物组成有很大关系.如图15(b)所示,具有高电导率的LGPS甚至能与金属锂形成Li-Ge合金[54,55,56],合金相界面层由于具有电子传导性会不断生长,劣化电解质,增加电池内阻.而有研究报道,Li3PS4、Li6PS5Cl、Li7P3S11与金属锂形成的界面相具有电子绝缘性,会阻止界面层进一步生长,形成相对稳定的界面层,从而实现对金属锂的良好可逆循环[54,55,56,57].
(a) Electrochemical stability of common SEs and Li binaries; (b) Schematic illustration of interphase layer of Li<sub>3</sub>PS<sub>4</sub> and LGPS against Li metal with different conducting properties and interface compatibility<sup>[<xref ref-type="bibr" rid="R58">58</xref>]</sup>Fig.15
Contact angles of (a)PP separator and (b)PSA@PVDF-HFP composite non-woven fabrics with an electrolyte drop<sup>[<xref ref-type="bibr" rid="R59">59</xref>]</sup>Fig.20
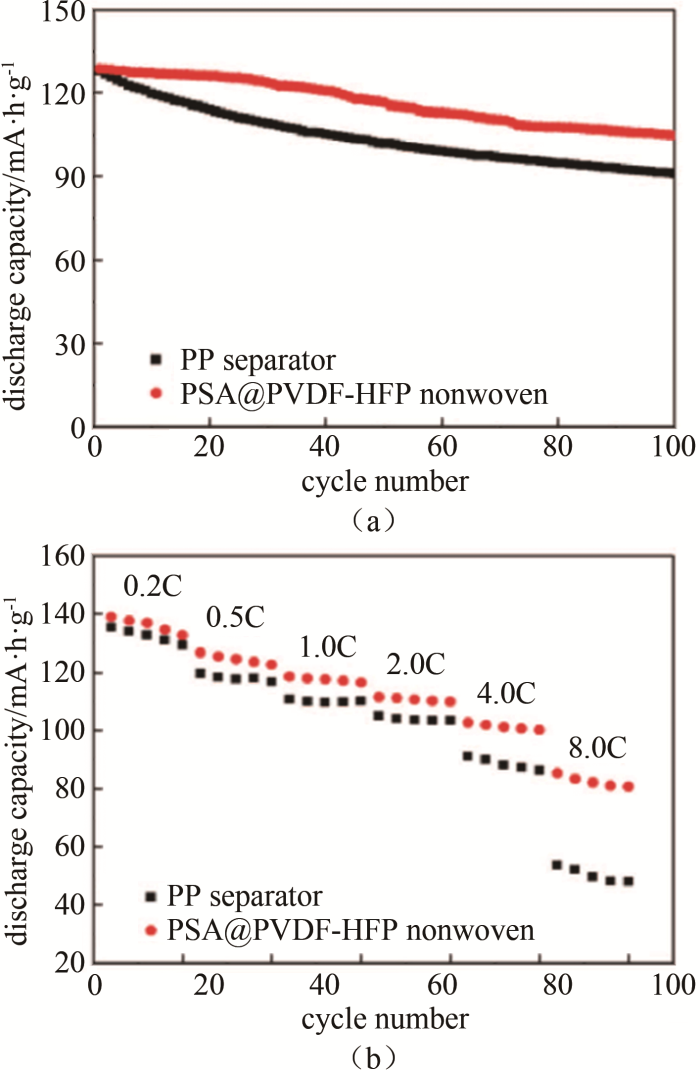
(a)cycling stability and (b)rate capability of cells using PP separator and PSA@PVDF-HFP composite non-woven fabrics<sup>[<xref ref-type="bibr" rid="R86">86</xref>]</sup>Fig.21
(a)cycling stability and (b)rate capability of cells using PP separator and PSA@PVDF-HFP composite non-woven fabrics<sup>[<xref ref-type="bibr" rid="R86">86</xref>]</sup>Fig.21
... [71]The schematic illustration of the preparation of electrospun separator and comparison of onset temperature of exothermal behaviors for different SSEs. The commercial LIB self-heating reaction temperature and PE melting temperature are provided for reference<sup> [<xref ref-type="bibr" rid="R71">71</xref>]</sup>Fig.17
... [86](a)cycling stability and (b)rate capability of cells using PP separator and PSA@PVDF-HFP composite non-woven fabrics<sup>[<xref ref-type="bibr" rid="R86">86</xref>]</sup>Fig.21
... [88]Preparation of NFs/PET/NFs separator through sandwiching PET non-woven fabrics between PVA-co-PE nanofiber membrane and schematic diagram of the lithium ion transport in the separator<sup>[<xref ref-type="bibr" rid="R88">88</xref>]</sup>Fig.22
Improved performance of lithium ion battery separator enabled by co-electrospinnig polyimide/poly (vinylidene fluoride-co-hexafluoropropylene) and the incorporation of TiO2-(2-hydroxyethyl methacrylate)
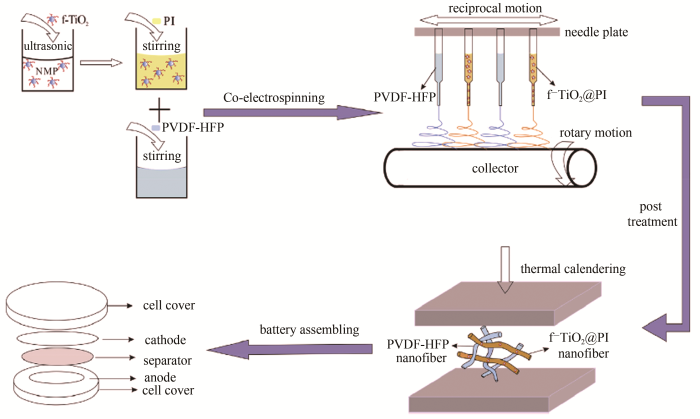
... [91]The schematic illustration of the preparation of electrospun separator and battery assembling<sup>[<xref ref-type="bibr" rid="R91">91</xref>]</sup>Fig.23
... [93]Wettability between electrolyte and PP membrane (a)/ aramid membrane (b); (c) photograph of PP and aramid membrane after being heated at 250 ℃ for 0.5 h<sup>[<xref ref-type="bibr" rid="R93">93</xref>]</sup>Fig.24
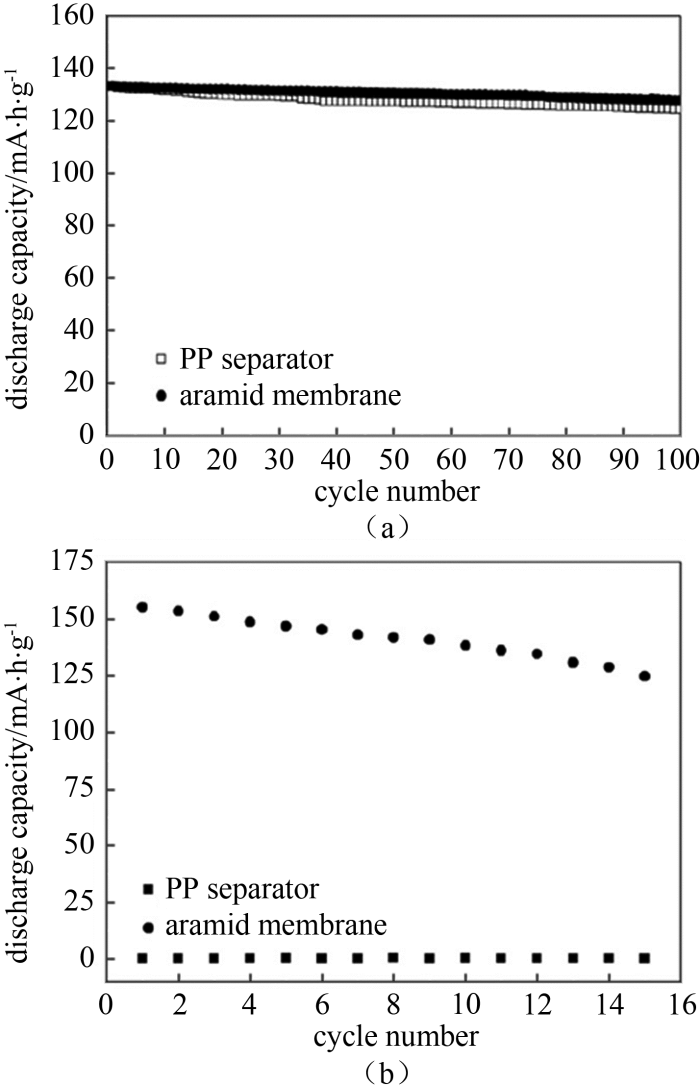
Cycling performance of cells with PP separator or aramid membrane at room temperature(a) and 120 ℃(b)<sup> [<xref ref-type="bibr" rid="R93">93</xref>]</sup>Fig.25
Cycling performance of cells with PP separator or aramid membrane at room temperature(a) and 120 ℃(b)<sup> [<xref ref-type="bibr" rid="R93">93</xref>]</sup>Fig.25
... [93]Cycling performance of cells with PP separator or aramid membrane at room temperature(a) and 120 ℃(b)<sup> [<xref ref-type="bibr" rid="R93">93</xref>]</sup>Fig.25
... [94]Rate capability (a) and cycling performance (b) of LiCoO<sub>2</sub>/graphite cells with PP, cellulose or CPD separator; AC impedance of cells after 1st cycle (c) and 100 cycles (d) <sup>[<xref ref-type="bibr" rid="R94">94</xref>]</sup>Fig.261.5.2 Li-S电池隔膜
... [97]Schematic illustration of (a) a routine PP separator and (b) a Janus separator with a CGF layer. Without a CGF layer, the LiPSs that shuttled back accumulated at the separator/cathode interface to form a solid, nonactive, insulating passivation layer. With a CGF layer, the LiPSs were reduced and deposited on the conductive scaffolds, preventing the formation of the insulating film and enabling the further penetration of LiPSs into the cathode<sup> [<xref ref-type="bibr" rid="R97">97</xref>]</sup>Fig.27
Tailoring the pore size of a polypropylene separator with a polymer having intrinsic nanoporosity for suppressing the polysulfide shuttle in lithium-sulfur batteries
Rational integration of polypropylene/graphene oxide/nafion as ternary-layered separator to retard the shuttle of polysulfides for lithium-sulfur batteries
... [99]<strong>Schematic of a ternary PP/GO/Nafion separator: The PP layer serves as free-standing continuous support. GO sheets not only cover the macropores on the PP separator with an ultralow loading of 0.0032 mg/cm<sup>2</sup>, but also serve as physical barriers to selectively suppress the polysulfide anions. A Nafion layer of 0.050 mg/cm<sup>2</sup> is coated on GO to afford</strong>–<strong>SO<sub>3</sub><sup>-</sup> groups that allow ion hopping of positive charge species (Li<sup>+</sup>) but reject hopping of negative ions of Sn<sup>2-</sup>. Such ternary-layered separator improves the Coulombic efficiency and capacity retention during cycling of an Li-S battery</strong><sup>[<xref ref-type="bibr" rid="R99">99</xref>]</sup>Fig.28
Improved lithium-sulfur batteries with a conductive coating on the separator to prevent the accumulation of inactive S-related species at the cathode-separator interface
... [101]Schematic configuration of the Li-S cells with (a) pristine separator and (b) mesoC-coated separator. The cell configuration is composed of, from left to right, a sulfur cathode, the corresponding separator, and a lithium anode<sup>[<xref ref-type="bibr" rid="R101">101</xref>]</sup>Fig.291.5.3 小 结






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}