Hydrogen is an essential element for a net carbon energy system that provides an alternative to difficult sectors for deep decarbonization, including heavy industry and long-haul transport. Electrolytic hydrogen synthesized through renewables is the most sustainable technology. It offers additional flexibility to integrate intermittent renewable energy and also can be used as seasonal energy storage. High current density, high operating pressure, small electrolyzer size, good integrity, and flexibility are all benefits of proton exchange membrane (PEM) water electrolysis technology. It also has good adaptability to the high volatility of wind and PV power. However, one of the main challenges is its high cost. The cost composition and application status of PEM water electrolysis are summarized in this study, and the research progress in critical materials, preparation technology, and component manufacturing are addressed in depth. According to research, novel structure-design preparation strategies and manufacturing technology are expected to improve electrolyzer design and construction, decrease the cost of raw materials and manufacturing for bipolar plates, decrease ohmic polarization by reducing membrane thickness, and increase the activity and utilization of noble-metal catalysts. Finally, the future R&D direction and target of PEM water electrolysis are proposed. With technology innovation in material performance, optimization of component manufacturing, and an increase in electrolyzer plant scale, significantly reducing the cost of PEM water electrolysis equipment and accelerating the large-scale development of PEM hydrogen production.
XU Bin. Research progress and prospect of key materials of proton exchange membrane water electrolysis[J]. Energy Storage Science and Technology, 2022, 11(11): 3510-3520
通过与其他金属进行二元或多元复合掺杂可以提高Ir催化剂的活性和稳定性。Cheng等[8]采用Adams熔融法制备了组分含量不同的Ir x Ru1-x O2(x=0.2、0.4、0.6)复合催化剂,活性优于IrO2,稳定性优于RuO2。其中Ir0.2Ru0.8O2表现出最优异的电解性能,Ir0.4Ru0.4O2的稳定性最佳。Siracusano等[9]制备了纳米尺寸(直径为5 nm)的IrO2和Ir0.7Ru0.3O2催化剂,二者具有相似的晶体性质、形貌和粒径尺寸,但Ir0.7Ru0.3O2催化剂的电解电压比IrO2催化剂低0.1 V,这归结于Ir0.7Ru0.3O2具有更低的电荷转移电阻,导致电化学过程的活化能更低。Xu等[10]采用超声分散的浸渍还原法,再经过熔融处理合成了新型Ir0.7Ru0.3O2/Pt0.15复合物,电解性能优于PtIrO2商用催化剂,这归结于该催化剂具有更均匀的颗粒尺寸和更高的比表面积。Jiang等[11]将不同含量的Sn掺杂到IrO2表面,获得了小孔隙、锯齿状结构的Ir0.6Sn0.4O2复合催化剂,其电解性能为2 A/cm2@1.963 V,Ir用量仅0.294 mg/cm2。与Ir黑催化剂相比,IrSn复合催化剂显示出更优异的质量活性和稳定性。
选择耐氧化、比表面高的材料作为催化剂载体,可以改善Ir的分散度,提高Ir的利用率和活性。Puthiyapura等[12]将ATO纳米颗粒(22~44 nm)作为载体制备了IrO2/ATO催化剂。与IrO2相比,60%IrO2/ATO催化剂的PEM电解水(PEMWE)性能更优,这是由于其具有高比表面积和高电导率以及更小晶粒尺寸。Zhao等[13]采用多元醇还原法将Ir纳米粒子分散在掺钨氧化钛W x Ti1-x O2载体上,发现Ir38%/W x Ti1-x O2的质量活性和稳定性均优于商业Ir黑,在1200 h的耐久性测试中电压仅上升不到20 mV。李佳坤[14]在掺杂Co的SnO2载体上制备出IrO2/Co x Sn1-x O2催化剂(x=0.1、0.2、0.3),IrO2/Co x Sn1-x O2催化剂表现出比IrO2更低的过电位。Sui等[15]采用化学还原和沉积相结合的方法制备了不同负载量的Ir/TiC催化剂,40%Ir/TiC催化剂(Ir用量0.5 mg/cm2)的电解性能为1 A/cm2@1.8 V。为保证催化剂的耐久性,制备兼具高比表面积、高电导率、耐腐蚀且低成本的载体是未来的研究方向。
设计新型结构的催化剂,如核壳结构、纳米阵列薄膜等,也是提高Ir利用率的有效手段。Pham等[16]报道了一种核壳结构的IrO2@TiO2催化剂,IrO2包覆在微孔结构的TiO2颗粒外层。当Ir用量仅为0.4 mg/cm2时,PEMWE性能为1 A/cm2@1.67 V,明显优于商用IrO2和IrO2/TiO2催化剂。Zhu等[17]利用NaBH4连续还原策略制备了一种具有超薄外壳的IrCo纳米空心球,其单位质量OER活性是商业IrO2的5.7倍,明显优于其他文献报道的Ir基催化剂。Park等[18]通过利用双Ir前体和双过渡金属(Ni和Cu)前体结合的方法,合成了一种具有八面体形态纳米框架结构的CuNi@Ir核壳催化剂,其OER活性高于Ir/C催化剂。3M公司[19]使用一种有机纳米晶须(PR149)作为载体制备出有序化纳米薄膜结构(NSTF)的PEMWE催化剂(图3)。在阳极Ir用量仅为0.25 mg/cm2时,可以在很高的电流密度下运行,性能为10 A/cm2@2 V。经过2 A/cm2下的5000 h耐久性试验,衰减率仅为6.8 μV/h。中科院大化所团队[20]最近也报道了一种有序阵列结构的Ir@WO x NRs催化剂,其结构为缺陷的Ir薄膜包覆在WO x 纳米棒的外部。该催化剂制备的膜电极表现出很好的PEMWE性能(2.2 A/cm2@2 V)和1020 h的稳定性,Ir用量仅为144 μg/cm2。
RASHID M D, MESFER M K, NASSEM H, et al. Hydrogen production by water electrolysis: A review of alkaline water electrolysis, PEM water electrolysis and high temperature water electrolysis[J/OL]. International Journal of Engineering and Advanced Technology, 2015, 4(3). https://www.ijeat.org/portfolio-item/C3749024315/
BABIC U, SUERMANN M, BÜCHI F N, et al. Critical review-Identifying critical gaps for polymer electrolyte water electrolysis development[J]. Journal of the Electrochemical Society, 2017, 164(4): F387-F399.
FENG Q, YUAN X Z, LIU G Y, et al. A review of proton exchange membrane water electrolysis on degradation mechanisms and mitigation strategies[J]. Journal of Power Sources, 2017, 366: 33-55.
TAIBI E, MIRANDA R, CARMO M. Green hydrogen cost reduction[R/OL]. International Renewable Energy Agency (IRENA), 2020[2021-12-01]. https://www.irena.org/publications/2020/Dec/Green-hydrogen-cost-reduction.
CHENG J B, ZHANG H M, CHEN G B, et al. Study of IrxRu1-xO2 oxides as anodic electrocatalysts for solid polymer electrolyte water electrolysis[J]. Electrochimica Acta, 2009, 54(26): 6250-6256.
SIRACUSANO S, DIJK N V, PAYNE-JOHNSON E, et al. Nanosized IrOx and IrRuOx electrocatalysts for the O2 evolution reaction in PEM water electrolysers[J]. Applied Catalysis B: Environmental, 2015, 164: 488-495.
XU C B, MA L R, LI J L, et al. Synthesis and characterization of novel high-performance composite electrocatalysts for the oxygen evolution in solid polymer electrolyte (SPE) water electrolysis[J]. International Journal of Hydrogen Energy, 2012, 37(4): 2985-2992.
JIANG G, YU H M, HAO J K, et al. An effective oxygen electrode based on Ir0.6Sn0.4O2 for PEM water electrolyzers[J]. Journal of Energy Chemistry, 2019, 39: 23-28.
PUTHIYAPURA V K, MAMLOUK M, PASUPATHI S, et al. Physical and electrochemical evaluation of ATO supported IrO2 catalyst for proton exchange membrane water electrolyser[J]. Journal of Power Sources, 2014, 269: 451-460.
ZHAO S, STOCK A, RASIMICK B, et al. Highly active, durable dispersed iridium nanocatalysts for PEM water electrolyzers[J]. Journal of the Electrochemical Society, 2018, 165(2): F82.
SUI S, MA L R, ZHAI Y C. Investigation on the proton exchange membrane water electrolyzer using supported anode catalyst[J]. Asia-Pacific Journal of Chemical Engineering, 2009, 4(1): 8-11.
ZHU J H, WEI M, MENG Q H, et al. Ultrathin-shell IrCo hollow nanospheres as highly efficient electrocatalysts towards the oxygen evolution reaction in acidic media[J]. Nanoscale, 2020, 12(47): 24070-24078.
PARK J, SA Y J, BAIK H, et al. Iridium-based multimetallic Nanoframe@Nanoframe structure: An efficient and robust electrocatalyst toward oxygen evolution reaction[J]. ACS Nano, 2017, 11(6): 5500-5509.
LEWINSKI K, VLIET D V D, LUOPA S M. NSTF advances for PEM electrolysis-The effect of alloying on activity of NSTF electrolyzer catalysts and performance of NSTF based PEM electrolyzers[J]. ECS transactions, 2015, 69(17):893-917.
JIANG G, YU H M, LI Y H, et al. Low-loading and highly stable membrane electrode based on an Ir@WOxNR ordered array for PEM water electrolysis[J]. ACS Applied Materials & Interfaces, 2021, 13(13): 15073-15082.
SHI Y X, PAN H L, XIA J Y, et al. Designing of highly efficient oxygen evolution reaction electrocatalysts utilizing A correlation factor: Theory and experiment[J]. ACS Applied Materials & Interfaces, 2021, 13(26): 30533-30541.
KIRSHENBAUM M J, RICHTER M, DASOG M. Electrochemical water oxidation in acidic solution using titanium diboride (TiB2) catalyst[J]. ChemCatChem, 2019, 11(16): 3877-3881.
SIRACUSANO S, BAGLIO V, STASSI A, et al. Performance analysis of short-side-chain Aquivion® perfluorosulfonic acid polymer for proton exchange membrane water electrolysis[J]. Journal of Membrane Science, 2014, 466: 1-7.
SUN S C, SHAO Z G, YU H M, et al. Investigations on degradation of the long-term proton exchange membrane water electrolysis stack[J]. Journal of Power Sources, 2014, 267: 515-520.
JANG I Y, KWEON O H, KIM K E, et al. Application of polysulfone (PSf)-and polyether ether ketone (PEEK)-tungstophosphoric acid (TPA) composite membranes for water electrolysis[J]. Journal of Membrane Science, 2008, 322(1): 154-161.
SHI Y, YANG F, HU X H, et al. Effects of nafion membrane modification on oxygen purity in PEM water electrolyze[J]. Space Medicine & Medical Engineering, 2013, 26(5): 391-393.
PARK J, KANG Z Y, BENDER G, et al. Roll-to-roll production of catalyst coated membranes for low-temperature electrolyzers[J]. Journal of Power Sources, 2020, 479: doi:10.1016/j.jpowsour.2020.228819
KIM T H, YI J Y, JUNG C Y, et al. Solvent effect on the Nafion agglomerate morphology in the catalyst layer of the proton exchange membrane fuel cells[J]. International Journal of Hydrogen Energy, 2017, 42(1): 478-485.
XIE Z Q, YU S L, YANG G Q, et al. Optimization of catalyst-coated membranes for enhancing performance in proton exchange membrane electrolyzer cells[J]. International Journal of Hydrogen Energy, 2021, 46(1): 1155-1162.
MAUGER S A, NEYERLIN K C, YANG-NEYERLIN A C, et al. Gravure coating for roll-to-roll manufacturing of proton-exchange-membrane fuel cell catalyst layers[J]. Journal of the Electrochemical Society, 2018, 165(11): F1012-F1018.
ITO H, MAEDA T, NAKANO A, et al. Influence of pore structural properties of current collectors on the performance of proton exchange membrane electrolyzer[J]. Electrochimica Acta, 2013, 100: 242-248.
ZHANG P J, SUN S C, YU H M, et al. Influence of different materials as anode diffusion layer on performance of PEMWE[J]. Renewable Energy Resources, 2019, 37(10): 1429-1433.
KANG Z Y, MO J K, YANG G Q, et al. Investigation of thin/well-tunable liquid/gas diffusion layers exhibiting superior multifunctional performance in low-temperature electrolytic water splitting[J]. Energy & Environmental Science, 2017, 10(1): 166-175.
KANG Z Y, YANG G Q, MO J K, et al. Developing titanium micro/nano porous layers on planar thin/tunable LGDLs for high-efficiency hydrogen production[J]. International Journal of Hydrogen Energy, 2018, 43(31): 14618-14628.
MO J K, DEHOFF R R, PETER W H, et al. Additive manufacturing of liquid/gas diffusion layers for low-cost and high-efficiency hydrogen production[J]. International Journal of Hydrogen Energy, 2016, 41(4): 3128-3135.
TOOPS T J, BRADY M P, ZHANG F Y, et al. Evaluation of nitrided titanium separator plates for proton exchange membrane electrolyzer cells[J]. Journal of Power Sources, 2014, 272: 954-960.
LETTENMEIER P, WANG R, ABOUATALLAH R, et al. Durable membrane electrode assemblies for proton exchange membrane electrolyzer systems operating at high current densities[J]. Electrochimica Acta, 2016, 210: 502-511.
YANG G Q, MO J K, KANG Z Y, et al. Fully printed and integrated electrolyzer cells with additive manufacturing for high-efficiency water splitting[J]. Applied Energy, 2018, 215: 202-210.
BAREIß K, DE LA RUA C, MÖCKL M, et al. Life cycle assessment of hydrogen from proton exchange membrane water electrolysis in future energy systems[J]. Applied Energy, 2019, 237: 862-872.
LIU X T, YIN Y L, LI M Y, et al. Development and test of a low cost new PEM water electrolyzer[J]. Space Medicine & Medical Engineering, 2020, 33(4): 350-355.
KIM H, PARK M, LEE K S. One-dimensional dynamic modeling of a high-pressure water electrolysis system for hydrogen production[J]. International Journal of Hydrogen Energy, 2013, 38(6): 2596-2609.
ESPINOSA-LÓPEZ M, DARRAS C, POGGI P, et al. Modelling and experimental validation of a 46 kW PEM high pressure water electrolyzer[J]. Renewable Energy, 2018, 119: 160-173.
BUTTLER A, SPLIETHOFF H. Current status of water electrolysis for energy storage, grid balancing and sector coupling via power-to-gas and power-to-liquids: A review[J]. Renewable and Sustainable Energy Reviews, 2018, 82: 2440-2454.
... [37](a) Visualization and (b) schematic representation of the electrochemical reaction at 2.0 A/cm<sup>2 </sup>in the pore size of an ultra-thin GDL<sup>[<xref ref-type="bibr" rid="R37">37</xref>]</sup>Fig. 5<strong>2.5</strong> 双极板
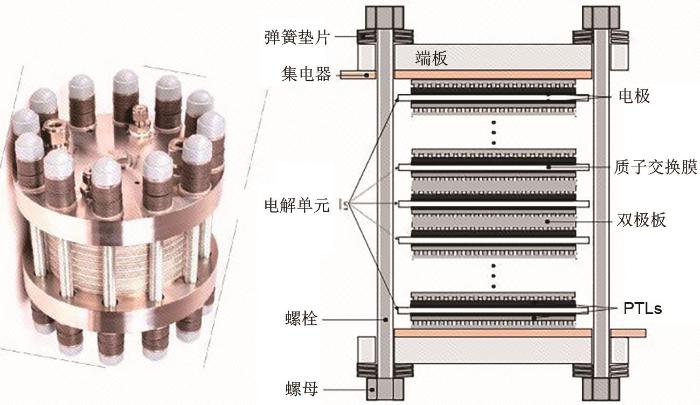
... [42]Schematic diagram of the integrated structure manufactured using additive technology<sup>[<xref ref-type="bibr" rid="R42">42</xref>]</sup>Fig. 63 PEM电解槽的装配和运行









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}