Achieving effective recovery and reuse of valuable metal components in the cathode materials of used ternary lithium-ion batteries can promote the stable development of electrochemical energy storage and new energy vehicle business, and realise energy recycling and reuse. At present, the recycling of cathode materials for ternary lithium-ion batteries faces the key problems of lack of mature recycling process and imperfect reuse system. This paper reviews the research progress of resourceful recycling and reuse of cathode materials of used ternary lithium-ion batteries by exploring the recent related literature, and discusses the necessity of recycling of cathode materials of used ternary lithium-ion batteries from the perspectives of resources and environment. For the pretreatment methods of retired lithium-ion batteries, the discharge, disassembly and separation processes are highlighted; for the obtained used ternary cathode materials, the working principles, research status and advantages and disadvantages of the recovery processes such as pyrometallurgical smelting and wet leaching of valuable metals are focused on; for the regeneration strategies of ternary cathode materials, the effective methods of direct regeneration of cathode materials based on leach solution are highlighted, and the possible problems and challenges facing the recycling processes of used For the regeneration strategy of ternary cathode materials, it focuses on the effective method of direct regeneration of cathode materials based on leaching solution, and looks forward to the possible problems and challenges in the future recycling process of waste used ternary lithium-ion battery. The comprehensive analyses show that suitable pretreatment, recovery and regeneration strategies provide important reference value for the green, efficient and low-cost reuse of valuable metals in used ternary lithium-ion batteries.
Keywords:recycling of retired batteries
;
pre-treatment process
;
element extraction
;
cathode material regeneration
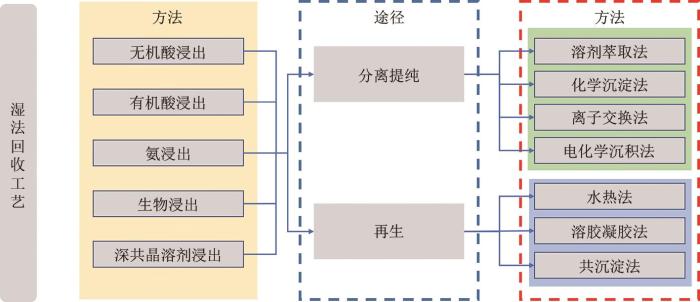
酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率。虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害。
CHEN H S, LI H, MA W T, et al. Research progress of energy storage technology in China in 2021[J]. Energy Storage Science and Technology, 2022, 11(3): 1052-1076.
MIAO Y P, LIU L L, ZHANG Y P, et al. An overview of global power lithium-ion batteries and associated critical metal recycling[J]. Journal of Hazardous Materials, 2022, 425: 127900.
ZHU A H, BIAN X Y, HAN W J, et al. The application of deep eutectic solvents in lithium-ion battery recycling: A comprehensive review[J]. Resources, Conservation and Recycling, 2023, 188: 106690.
TIAN G D, YUAN G, ALEKSANDROV A, et al. Recycling of spent lithium-ion batteries: A comprehensive review for identification of main challenges and future research trends[J]. Sustainable Energy Technologies and Assessments, 2022, 53: 102447.
ALI H, KHAN H A, PECHT M. Preprocessing of spent lithium-ion batteries for recycling: Need, methods, and trends[J]. Renewable and Sustainable Energy Reviews, 2022, 168: 112809.
WU J W, ZHENG M T, LIU T F, et al. Direct recovery: A sustainable recycling technology for spent lithium-ion battery[J]. Energy Storage Materials, 2023, 54: 120-134.
DU K D, ANG E H, WU X L, et al. Progresses in sustainable recycling technology of spent lithium-ion batteries[J]. Energy & Environmental Materials, 2022, 5(4): 1012-1036.
MISHRA G, JHA R, MESHRAM A, et al. A review on recycling of lithium-ion batteries to recover critical metals[J]. Journal of Environmental Chemical Engineering, 2022, 10(6): 108534.
WANG Y, YIN H Y, AN L. An upcoming global challenge: Efficient recycling for end-of-life lithium-ion batteries[J]. Global Challenges, 2022, 6(12): 2200184.
RAJ T, CHANDRASEKHAR K, KUMAR A N, et al. Recycling of cathode material from spent lithium-ion batteries: Challenges and future perspectives[J]. Journal of Hazardous Materials, 2022, 429: 128312.
ROY J J, CAO B, MADHAVI S. A review on the recycling of spent lithium-ion batteries (LIBs) by the bioleaching approach[J]. Chemosphere, 2021, 282: 130944.
TAN J H, WANG Q, CHEN S, et al. Recycling-oriented cathode materials design for lithium-ion batteries: Elegant structures versus complicated compositions[J]. Energy Storage Materials, 2021, 41: 380-394.
ABDALLA A M, ABDULLAH M F, DAWOOD M K, et al. Innovative lithium-ion battery recycling: Sustainable process for recovery of critical materials from lithium-ion batteries[J]. Journal of Energy Storage, 2023, 67: 107551.
MROZIK W, ALI RAJAEIFAR M, HEIDRICH O, et al. Environmental impacts, pollution sources and pathways of spent lithium-ion batteries[J]. Energy & Environmental Science, 2021, 14(12): 6099-6121.
WANG Y K, YAN W, WAN B L, et al. Progress in recycling technology of lithium iron phosphate cathode materials for spent lithium-ion battery[J]. Yunnan Chemical Technology, 2022, 49(6): 1-6.
SU Y, ZHOU H X, LU S J. Design of discharge test line for recycling waste power batteries[J]. China Resources Comprehensive Utilization, 2021, 39(9): 23-25.
FANG Z, DUAN Q L, PENG Q, et al. Comparative study of chemical discharge strategy to pretreat spent lithium-ion batteries for safe, efficient, and environmentally friendly recycling[J]. Journal of Cleaner Production, 2022, 359(22): 132116.1- 32116.12
FAN B L, CHEN X P, ZHOU T, et al. A sustainable process for the recovery of valuable metals from spent lithium-ion batteries[J]. Waste Management & Research: the Journal for a Sustainable Circular Economy, 2016, 34(5): 474-481.
YU J D, TAN Q Y, LI J H. Exploring a green route for recycling spent lithium-ion batteries: Revealing and solving deep screening problem[J]. Journal of Cleaner Production, 2020, 255: 120269.
ZHU Y B, DING Q, ZHAO Y M, et al. Study on the process of harmless treatment of residual electrolyte in battery disassembly[J]. Waste Management & Research: the Journal for a Sustainable Circular Economy, 2020, 38(11): 1295-1300.
HUANG Z, LIU F, MAKUZA B, et al. Metal reclamation from spent lithium-ion battery cathode materials: Directional conversion of metals based on hydrogen reduction[J]. ACS Sustainable Chemistry & Engineering, 2022, 10(2): 756-765.
TAO R, XING P, LI H Q, et al. Full-component pyrolysis coupled with reduction of cathode material for recovery of spent LiNixCoyMnzO2 lithium-ion batteries[J]. ACS Sustainable Chemistry & Engineering, 2021, 9(18): 6318-6328.
HUANG H L, LIU C W, SUN Z. Transformation and migration mechanism of fluorine-containing pollutants in the pyrolysis process of spent lithium-ion battery[J]. Journal of Hazardous Materials, 2022, 435: 128974.
LUIS V, LIAN Z, BARBARA E, et al. Effect of lithium ion on the separation of electrode materials in spent lithium ion batteries using froth flotation[J]. Separation and Purification Technology, 2023, 311: doi: 10.1016/j.seppur.2023.123241.
MA X S, GE P, WANG L S, et al. The recycling of spent lithium-ion batteries: Crucial flotation for the separation of cathode and anode materials[J]. Molecules, 2023, 28(10): 4081.
GAO Y, ZHANG J L, JIN H, et al. Regenerating spent graphite from scrapped lithium-ion battery by high-temperature treatment[J]. Carbon, 2022, 189: 493-502.
YANG L, XI G X, XI Y B. Recovery of Co, Mn, Ni, and Li from spent lithium ion batteries for the preparation of LiNixCoyMnzO2 cathode materials[J]. Ceramics International, 2015, 41(9): 11498-11503.
KONG L Y, LIU F G, HU X W, et al. An improved pretreatment method for recovering cathode materials from lithium-ion battery: Ultrasonic-assisted NaOH-enhanced dissolving[J]. Energy Sources, Part A: Recovery, Utilization, and Environmental Effects, 2023, 45(1): 877-887.
WANG H, LIU C, QU G R, et al. Study on pyrolysis pretreatment characteristics of spent lithium-ion batteries[J]. Separations, 2023, 10(4): doi: 10.3390/separations10040259.
MENG Q, ZHANG Y J, DONG P. A combined process for cobalt recovering and cathode material regeneration from spent LiCoO2 batteries: Process optimization and kinetics aspects[J]. Waste Management, 2018, 71: 372-380.
WANG M M, TAN Q Y, LIU L L, et al. A facile, environmentally friendly, and low-temperature approach for decomposition of polyvinylidene fluoride from the cathode electrode of spent lithium-ion batteries[J]. ACS Sustainable Chemistry & Engineering, 2019, 7(15): 12799-12806.
PARK A, JUNG J Y, KIM S, et al. Crystallization behavior of polyvinylidene fluoride (PVDF) in NMP/DMF solvents: A molecular dynamics study[J]. RSC Advances, 2023, 13(19): 12917-12924.
HE L P, SUN S Y, SONG X F, et al. Recovery of cathode materials and Al from spent lithium-ion batteries by ultrasonic cleaning[J]. Waste Management, 2015, 46: 523-528.
LI C Y. Study on separation and recovery of nickel cobalt manganese lithium from waste ternary lithium ion batteries[D]. Xuzhou: China University of Mining and Technology, 2022.
SENĆANSKI J, BAJUK-BOGDANOVIĆ D, MAJSTOROVIĆ D, et al. The synthesis of Li(CoMnNi)O2 cathode material from spent-Li ion batteries and the proof of its functionality in aqueous lithium and sodium electrolytic solutions[J]. Journal of Power Sources, 2017, 342: 690-703.
REN G X, XIAO S W, XIE M Q, et al. Recovery of valuable metals from spent lithium ion batteries by smelting reduction process based on FeO-SiO2-Al2O3 slag system[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(2): 450-456.
HU X F, MOUSA E, YE G Z. Recovery of Co, Ni, Mn, and Li from Li-ion batteries by smelting reduction-Part II: A pilot-scale demonstration[J]. Journal of Power Sources, 2021, 483: 229089.
HUANG K, XIONG H, DONG H L, et al. Carbon thermal reduction of waste ternary cathode materials and wet magnetic separation based on Ni/MnO nanocomposite particles[J]. Process Safety and Environmental Protection, 2022, 165: 278-285.
JIANG H D, LI Z H, XIE W N, et al. Study on the thermal reduction effect of organic components in spent ternary lithium battery cathode active materials[J]. Waste Management, 2022, 148: 33-42.
MA S B, LIU F P, LI K B, et al. Separation of Li and Al from spent ternary Li-ion batteries by in situ aluminum‑carbon reduction roasting followed by selective leaching[J]. Hydrometallurgy, 2022, 213: 105941.
LIN J, CUI C, ZHANG X D, et al. Closed-loop selective recycling process of spent LiNixCoyMn1-x-yO2 batteries by thermal-driven conversion[J]. Journal of Hazardous Materials, 2022, 424: 127757.
YANG J, ZHANG Z L, ZHANG G, et al. Process study of chloride roasting and water leaching for the extraction of valuable metals from spent lithium-ion batteries[J]. Hydrometallurgy, 2021, 203: 105638.
WEN J X, LEE M S. Recovery of nickel and cobalt metal powders from the leaching solution of spent lithium-ion battery by solvent extraction and chemical reduction[J]. Mineral Processing and Extractive Metallurgy Review, 2023: 1-11.
LI C Y, DAI G F, LIU R Y, et al. Separation and recovery of nickel cobalt manganese lithium from waste ternary lithium-ion batteries[J]. Separation and Purification Technology, 2023, 306: 122559.
KONG J, ZHOU S Y, HE T, et al. A novel electrochemical redox method for the simultaneous recovery of spent lithium-ion battery cathodes and anodes[J]. Green Chemistry, 2023, 25(10): 3956-3965.
FAN X P, SONG C H, LU X F, et al. Separation and recovery of valuable metals from spent lithium-ion batteries via concentrated sulfuric acid leaching and regeneration of LiNi1/3Co1/3Mn1/3O2[J]. Journal of Alloys and Compounds, 2021, 863: 158775.
GUIMARÃES L F, BOTELHO A B Jr, ESPINOSA D C R. Sulfuric acid leaching of metals from waste Li-ion batteries without using reducing agent[J]. Minerals Engineering, 2022, 183: 107597.
GU K H, ZHENG W P, DING B D, et al. Comprehensive extraction of valuable metals from waste ternary lithium batteries via roasting and leaching: Thermodynamic and kinetic studies[J]. Minerals Engineering, 2022, 186: 107736.
XING L, BAO J R, ZHOU S Y, et al. Ultra-fast leaching of critical metals from spent lithium-ion batteries cathode materials achieved by the synergy-coordination mechanism[J]. Chemical Engineering Journal, 2021, 420: 129593.
GU S, KONG J, XING L, et al. Insights into the coordination enhanced leaching mechanism of spent lithium-ion batteries cathode materials[J]. Journal of Environmental Chemical Engineering, 2022, 10 (3): 107745.
CHEN H, GU S, GUO Y X, et al. Leaching of cathode materials from spent lithium-ion batteries by using a mixture of ascorbic acid and HNO3[J]. Hydrometallurgy, 2021, 205: 105746.
KIM J, KIM S, LIM J, et al. Sequential flue gas utilization for sustainable leaching and metal precipitation of spent lithium-ion battery cathode material: Process design and techno-economic analysis[J]. Journal of Cleaner Production, 2022, 380: 134988.
GONG Q X, LIU Y Q, WANG D, et al. Leaching of cobalt from anode powder of waste lithium battery[J]. Nonferrous Metals (Extractive Metallurgy), 2020(5): 26-30.
YAO L, XI Y B, HAN H J, et al. LiMn2O4 prepared from waste lithium ion batteries through sol-gel process[J]. Journal of Alloys and Compounds, 2021, 868: 159222.
HU Q, LUO Z Y, ZHOU H X, et al. High-efficiency selective leaching of valuable metals from spent lithium-ion batteries: Effects of Na2S2O8 on the leaching of metals[J]. Waste Management, 2023, 167: 204-212.
HU G R, GONG Y F, PENG Z D, et al. Direct recycling strategy for spent lithium iron phosphate powder: An efficient and wastewater-free process[J]. ACS Sustainable Chemistry & Engineering, 2022, 10(35): 11606-11616.
NING P C, MENG Q, DONG P, et al. Recycling of cathode material from spent lithium ion batteries using an ultrasound-assisted DL-malic acid leaching system[J]. Waste Management, 2020, 103: 52-60.
CHEN M J, WANG R, QI Y P, et al. Cobalt and lithium leaching from waste lithium ion batteries by glycine[J]. Journal of Power Sources, 2021, 482: 228942.
LIU B R, HUANG Q, SU Y F, et al. Synthesis of Ni-rich cathode material from maleic acid-leachate of spent lithium-ion batteries[J]. ACS Sustainable Chemistry & Engineering, 2020, 8(21): 7839-7850.
WANG Y, XU Z Q, ZHANG X, et al. A green process to recover valuable metals from the spent ternary lithium-ion batteries[J]. Separation and Purification Technology, 2022, 299: 121782.
ZHUANG L Q, SUN C H, ZHOU T, et al. Recovery of valuable metals from LiNi0.5Co0.2Mn0.3O2 cathode materials of spent Li-ion batteries using mild mixed acid as leachant[J]. Waste Management, 2019, 85: 175-185.
LIU X F, HUANG K, XIONG H, et al. Ammoniacal leaching process for the selective recovery of value metals from waste lithium-ion batteries[J]. Environmental Technology, 2023, 44(2): 211-225.
YU J C, MA B Z, QIU Z J, et al. Separation and recovery of valuable metals from ammonia leaching solution of spent lithium-ion batteries[J]. ACS Sustainable Chemistry & Engineering, 2023, 11(26): 9738-9750.
JEGAN ROY J, SRINIVASAN M, CAO B. Bioleaching as an eco-friendly approach for metal recovery from spent NMC-based lithium-ion batteries at a high pulp density[J]. ACS Sustainable Chemistry & Engineering, 2021, 9(8): 3060-3069.
DO M P, JEGAN ROY J, CAO B, et al. Green closed-loop cathode regeneration from spent NMC-based lithium-ion batteries through bioleaching[J]. ACS Sustainable Chemistry & Engineering, 2022, 10(8): 2634-2644.
LUO Y, YIN C Z, OU L M, et al. Highly efficient dissolution of the cathode materials of spent Ni-Co-Mn lithium batteries using deep eutectic solvents[J]. Green Chemistry, 2022, 24(17): 6562-6570.
LIU Y W, JIANG W, LING M, et al. Revealing lithium conFig.uration in aged layered oxides for effective regeneration[J]. ACS Applied Materials & Interfaces, 2023, 15(7): 9465-9474.
ZHAO Y L, YUAN X Z, JIANG L B, et al. Regeneration and reutilization of cathode materials from spent lithium-ion batteries[J]. Chemical Engineering Journal, 2020, 383: 123089.
HE L P, SUN S Y, YU J G. Performance of LiNi1/3Co1/3Mn1/3O2 prepared from spent lithium-ion batteries by a carbonate co-precipitation method[J]. Ceramics International, 2018, 44(1): 351-357.
CHEN X Q, YANG C F, YANG Y B, et al. Co-precipitation preparation of Ni-Co-Mn ternary cathode materials by using the sources extracting directly from spent lithium-ion batteries[J]. Journal of Alloys and Compounds, 2022, 909: 164691.
REFLY S, FLOWERI O, MAYANGSARI T R, et al. Regeneration of LiNi1/3Co1/3Mn1/3O2 cathode active materials from end-of-life lithium-ion batteries through ascorbic acid leaching and oxalic acid coprecipitation processes[J]. ACS Sustainable Chemistry & Engineering, 2020, 8(43): 16104-16114.
YANG Y, SONG S L, JIANG F, et al. Short process for regenerating Mn-rich cathode material with high voltage from mixed-type spent cathode materials via a facile approach[J]. Journal of Cleaner Production, 2018, 186: 123-130.
YAO L, YAO H S, XI G X, et al. Recycling and synthesis of LiNi1/3Co1/3Mn1/3O2 from waste lithium ion batteries using D, L-malic acid[J]. RSC Advances, 2016, 6(22): 17947-17954.
LEE S W, KIM H, KIM M S, et al. Improved electrochemical performance of LiNi0.6Co0.2Mn0.2O2 cathode material synthesized by citric acid assisted sol-gel method for lithium ion batteries[J]. Journal of Power Sources, 2016, 315: 261-268.
LI W W, YAO L, ZHANG X J, et al. The effect of chelating agent on synthesis and electrochemical properties of LiNi0.6Co0.2Mn0.2O2[J]. SN Applied Sciences, 2020, 2(4): 1-8.
... 酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率.虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害. ...
0
1
... 酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率.虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害. ...
1
... 酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率.虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害. ...
1
... 酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率.虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害. ...
1
... 酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率.虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害. ...
1
... 酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率.虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害. ...
1
... 酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率.虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害. ...
1
... 酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率.虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害. ...
1
... 酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率.虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害. ...
1
... 酸浸出主要分为无机酸浸出和有机酸浸出2种路线,无机酸主要有硫酸(H2SO4)[53-55]、盐酸(HCl)[56-57]和硝酸(HNO3)[58-59]等,此类无机酸可以溶解绝大多数的金属氧化物,但考虑到待提取的贵重金属离子以难溶的高价态形式存在,通常使用双氧水(H2O2)[60]、葡萄糖(C6H12O6)[61]和硫代硫酸钠(Na2S2O3)[62]等还原剂来实现活性物质中各高价金属离子向低价态金属离子的转变,以达到最高的浸出效率.虽然无机酸由于其强酸性,可以溶解大多数的金属离子,但是在工业运用中会产生大量的酸性废水以及Cl2和NO X 等有毒气体,对环境造成极大的危害. ...




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}