[1]
LI M, LU J, CHEN Z W, et al. 30 years of lithium-ion batteries[J]. Advanced Materials, 2018, 30(33): doi: 10.1002/adma.201800561.
[本文引用: 1]
[2]
XIE J, LU Y C. A retrospective on lithium-ion batteries[J]. Nature Communications, 2020, 11(1): 1-4.
[本文引用: 1]
[3]
黄艳阳. 中国锂电池行业市场需求预测与投资战略规划分析报告[R]. 北京: 前瞻产业研究院, 2021.
[本文引用: 3]
HUANG Y Y. Report of market demand forecast and investment strategy planning on China lithium batteries industry[R]. Beijing: Qianzhan Industry Research Institute, 2021.
[本文引用: 3]
[4]
ZHENG X H, ZHU Z W, LIN X, et al. A mini-review on metal recycling from spent lithium ion batteries[J]. Engineering, 2018, 4(3): 361-370.
[本文引用: 1]
[5]
ARSENAULT R, RENATA A. Battery recycling overview[R]. Europe: MPSC Battery Recycling Symposium, 2021.
[本文引用: 3]
[6]
SCHWARZER S. UNEP/GRID-Geneva. Challenges for the growth of the electric vehicle market[R]. Kenya: the United Nations Environment Programme, 2020.
[本文引用: 1]
[7]
NATARAJAN S, ARAVINDAN V. An urgent call to spent LIB recycling: Whys and wherefores for graphite recovery[J]. Advanced Energy Materials, 2020, 10(37): doi: 10.1002/aenm.202002238.
[本文引用: 2]
[8]
HUANG W S, FENG X N, HAN X B, et al. Questions and answers relating to lithium-ion battery safety issues[J]. Cell Reports Physical Science, 2021, 2(1): doi: 10.1016/j.xcrp.2020.100285.
[本文引用: 1]
[9]
SARKAR A, NLEBEDIM I C, SHROTRIYA P. Performance degradation due to anodic failure mechanisms in lithium-ion batteries[J]. Journal of Power Sources, 2021, 502: doi: 10.1016/j.jpowsour.2020.229145.
[本文引用: 1]
[10]
CHUNG J. A micro-/ macroscopic safety mechanism study for Li ion battery[J]. ECS Transactions, 2014, 62(1): 203-213.
[本文引用: 1]
[11]
MENG X Q, XU Y L, CAO H B, et al. Internal failure of anode materials for lithium batteries—a critical review[J]. Green Energy & Environment, 2020, 5(1): 22-36.
[本文引用: 1]
[12]
HORSTMANN B, SINGLE F, LATZ A. Review on multi-scale models of solid-electrolyte interphase formation[J]. Current Opinion in Electrochemistry, 2019, 13: 61-69.
[本文引用: 1]
[13]
BIRKL C R, ROBERTS M R, MCTURK E, et al. Degradation diagnostics for lithium ion cells[J]. Journal of Power Sources, 2017, 341: 373-386.
[本文引用: 1]
[14]
AHMAD Z, VENTURI V, HAFIZ H, et al. Interfaces in solid electrolyte interphase: Implications for lithium-ion batteries[J]. The Journal of Physical Chemistry C, 2021, 125(21): 11301-11309.
[本文引用: 1]
[15]
ZHENG T, GOZDZ A S, AMATUCCI G G. Reactivity of the solid electrolyte interface on carbon electrodes at elevated temperatures[J]. Journal of the Electrochemical Society, 1999, 146(11): 4014-4018.
[本文引用: 1]
[16]
SATOH A, TAKAMI N, OHSAKI T. Electrochemical intercalation of lithium into graphitized carbons[J]. Solid State Ionics, 1995, 80(3/4): 291-298.
[本文引用: 1]
[17]
HEISKANEN S K, KIM J, LUCHT B L. Generation and evolution of the solid electrolyte interphase of lithium-ion batteries[J]. Joule, 2019, 3(10): 2322-2333.
[本文引用: 2]
[18]
HERSTEDT M, ABRAHAM D P, KERR J B, et al. X-ray photoelectron spectroscopy of negative electrodes from high-power lithium-ion cells showing various levels of power fade[J]. Electrochimica Acta, 2004, 49(28): 5097-5110.
[本文引用: 1]
[19]
HOU C, HAN J H, LIU P, et al. Operando observations of SEI film evolution by mass-sensitive scanning transmission electron microscopy[J]. Advanced Energy Materials, 2019, 9(45): doi: 10.1002/aenm.201902675.
[本文引用: 1]
[20]
KIM J, KIM H, RYU J H, et al. Communication—lithium bis(fluorosulfonyl)imide (LiFSI) as a promising salt to suppress solid electrolyte interphase degradation at elevated temperatures[J]. Journal of the Electrochemical Society, 2020, 167(8): doi: 10.1149/1945-7111/ab8fd5.
[本文引用: 1]
[21]
LARESGOITI I, KÄBITZ S, ECKER M, et al. Modeling mechanical degradation in lithium ion batteries during cycling: Solid electrolyte interphase fracture[J]. Journal of Power Sources, 2015, 300: 112-122.
[本文引用: 3]
[22]
VETTER J, NOVÁK P, WAGNER M R, et al. Ageing mechanisms in lithium-ion batteries[J]. Journal of Power Sources, 2005, 147(1/2): 269-281.
[本文引用: 1]
[23]
HUANG W, ATTIA P M, WANG H S, et al. Evolution of the solid-electrolyte interphase on carbonaceous anodes visualized by atomic-resolution cryogenic electron microscopy[J]. Nano Letters, 2019, 19(8): 5140-5148.
[本文引用: 1]
[24]
KONG L X, XING Y J, PECHT M G. In-situ observations of lithium dendrite growth[J]. IEEE Access, 2018, 6: 8387-8393.
[本文引用: 3]
[25]
CHENG X B, ZHANG R, ZHAO C Z, et al. Toward safe lithium metal anode in rechargeable batteries: A review[J]. Chemical Reviews, 2017, 117(15): 10403-10473.
[本文引用: 1]
[26]
ARORA P, WHITE R E, DOYLE M. Capacity fade mechanisms and side reactions in lithium-ion batteries[J]. Journal of the Electrochemical Society, 1998, 145(10): 3647-3667.
[本文引用: 3]
[27]
ELY D R, GARCÍA R E. Heterogeneous nucleation and growth of lithium electrodeposits on negative electrodes[J]. Journal of the Electrochemical Society, 2013, 160(4): doi: 10.1149/1.057304jes.
[本文引用: 1]
[28]
PERSSON K, SETHURAMAN V A, HARDWICK L J, et al. Lithium diffusion in graphitic carbon[J]. The Journal of Physical Chemistry Letters, 2010, 1(8): 1176-1180.
[本文引用: 1]
[29]
HARRIS S J, RAHANI E K, SHENOY V B. Direct in situ observation and numerical simulations of non-shrinking-core behavior in an MCMB graphite composite electrode[J]. Journal of the Electrochemical Society, 2012, 159(9): doi: 10.1149/2.055209jes.
[本文引用: 1]
[30]
MONROE C, NEWMAN J. Dendrite growth in lithium/polymer systems[J]. Journal of the Electrochemical Society, 2003, 150(10): doi: 10.1149/1.1606686.
[本文引用: 1]
[31]
AKOLKAR R. Modeling dendrite growth during lithium electrodeposition atsub-ambient temperature[J]. Journal of Power Sources, 2014, 246: 84-89.
[本文引用: 1]
[32]
JIN Y, ZHENG Z K, WEI D H, et al. Detection of micro-scale Li dendrite via H2 gas capture for early safety warning[J]. Joule, 2020, 4(8): 1714-1729.
[本文引用: 1]
[33]
PENG C X, YANG L, FANG S H, et al. Electrochemical behavior of copper current collector in imidazolium-based ionic liquid electrolytes[J]. Journal of Applied Electrochemistry, 2010, 40(3): 653-662.
[本文引用: 1]
[34]
SHU J, SHUI M, HUANG F T, et al. Comparative study on surface behaviors of copper current collector in electrolyte for lithium-ion batteries[J]. Electrochimica Acta, 2011, 56(8): 3006-3014.
[本文引用: 1]
[35]
LIN N, JIA Z, WANG Z H, et al. Understanding the crack formation of graphite particles in cycled commercial lithium-ion batteries by focused ion beam-scanning electron microscopy[J]. Journal of Power Sources, 2017, 365: 235-239.
[本文引用: 1]
[36]
LI J, MURPHY E, WINNICK J, et al. Studies on the cycle life of commercial lithium ion batteries during rapid charge-discharge cycling[J]. Journal of Power Sources, 2001, 102(1/2): 294-301.
[本文引用: 2]
[37]
HARRIS S J, DESHPANDE R D, QI Y, et al. Mesopores inside electrode particles can change the Li-ion transport mechanism and diffusion-induced stress[J]. Journal of Materials Research, 2010, 25(8): 1433-1440.
[本文引用: 4]
[38]
AURBACH D, ZINIGRAD E, COHEN Y, et al. A short review of failure mechanisms of lithium metal and lithiated graphite anodes in liquid electrolyte solutions[J]. Solid State Ionics, 2002, 148(3/4): 405-416.
[本文引用: 1]
[39]
LIU X, YIN L, REN D S, et al. In situ observation of thermal-driven degradation and safety concerns of lithiated graphite anode[J]. Nature Communications, 2021, 12(1): 1-11.
[本文引用: 5]
[40]
MIEHE C, DAL H, SCHÄNZEL L M, et al. A phase-field model for chemo-mechanical induced fracture in lithium-ion battery electrode particles[J]. International Journal for Numerical Methods in Engineering, 2016, 106(9): 683-711.
[本文引用: 5]
[41]
ANDERSEN H L, DJUANDHI L, MITTAL U, et al. Strategies for the analysis of graphite electrode function[J]. Advanced Energy Materials, 2021, 11(48): doi: 10.1002/aenm.202102693.
[本文引用: 3]
[42]
LIANG H J, HOU B H, LI W H, et al. Staging Na/K-ion de-/ intercalation of graphite retrieved from spent Li-ion batteries: in operando X-ray diffraction studies and an advanced anode material for Na/K-ion batteries[J]. Energy & Environmental Science, 2019, 12(12): 3575-3584.
[本文引用: 2]
[43]
ANDERSEN H L, DJUANDHI L, MITTAL U, et al. Strategies for the analysis of graphite electrode function[J]. Advanced Energy Materials, 2021, 11(48): doi: 10.1002/aenm.202102693.
[本文引用: 1]
[44]
CHEN X F, ZHU Y Z, PENG W C, et al. Direct exfoliation of the anode graphite of used Li-ion batteries into few-layer graphene sheets: A green and high yield route to high-quality graphene preparation[J]. Journal of Materials Chemistry A, 2017, 5(12): 5880-5885.
[本文引用: 2]
[45]
WANG H R, HUANG Y S, HUANG C F, et al. Reclaiming graphite from spent lithium ion batteries ecologically and economically[J]. Electrochimica Acta, 2019, 313: 423-431.
[本文引用: 3]
[46]
XIAO H G, JI G J, YE L, et al. Efficient regeneration and reutilization of degraded graphite as advanced anode for lithium-ion batteries[J]. Journal of Alloys and Compounds, 2021, 888: doi: 10.1016/j.jallcom.2021.161593.
[本文引用: 1]
[47]
LIU K, YANG S L, LUO L Q, et al. From spent graphite to recycle graphite anode for high-performance lithium ion batteries and sodium ion batteries[J]. Electrochimica Acta, 2020, 356: doi: 10.1016/j.electacta.2020.136856.
[本文引用: 2]
[48]
YANG Y, SONG S L, LEI S Y, et al. A process for combination of recycling lithium and regenerating graphite from spent lithium-ion battery[J]. Waste Management, 2019, 85: 529-537.
[本文引用: 7]
[49]
BI H J, ZHU H B, ZU L, et al. Combined mechanical process recycling technology for recovering copper and aluminium components of spent lithium-iron phosphate batteries[J]. Waste Management & Research: the Journal of the International Solid Wastes and Public Cleansing Association, ISWA, 2019, 37(8): 767-780.
[本文引用: 1]
[50]
WANG F F, ZHANG T, HE Y Q, et al. Recovery of valuable materials from spent lithium-ion batteries by mechanical separation and thermal treatment[J]. Journal of Cleaner Production, 2018, 185: 646-652.
[本文引用: 2]
[51]
ZHANG G W, HE Y Q, FENG Y, et al. Enhancement in liberation of electrode materials derived from spent lithium-ion battery by pyrolysis[J]. Journal of Cleaner Production, 2018, 199: 62-68.
[本文引用: 1]
[52]
杨生龙, 杨凯雲, 范小萍, 等. 废旧锂离子电池负极片的硫酸浸出回收研究[J]. 电源技术, 2020, 44(3): 364-366, 376.
[本文引用: 1]
YANG S L, YANG K Y, FAN X P, et al. Recycling of negative electrode sheets of spent lithium ion batteries by sulfuric acid leaching[J]. Chinese Journal of Power Sources, 2020, 44(3): 364-366, 376.
[本文引用: 1]
[53]
詹剑虹, 杜志威, 张思维, 等. 废旧锂离子电池负极石墨闭环回收的基础研究[J]. 电源技术, 2020, 44(2): 173-175, 252.
[本文引用: 1]
ZHAN J H, DU Z W, ZHANG S W, et al. Research on closed-loop recovery of graphite in cathode for spent lithium batteries[J]. Chinese Journal of Power Sources, 2020, 44(2): 173-175, 252.
[本文引用: 1]
[54]
CAO N, ZHANG Y L, CHEN L L, et al. An innovative approach to recover anode from spent lithium-ion battery[J]. Journal of Power Sources, 2021, 483: doi: 10.1016/j.jpowsour.2020.229163.
[本文引用: 1]
[55]
ZHANG J, LI X L, SONG D W, et al. Effective regeneration of anode material recycled from scrapped Li-ion batteries[J]. Journal of Power Sources, 2018, 390: 38-44.
[本文引用: 4]
[56]
NATARAJAN S, SHANTHANA LAKSHMI D, BAJAJ H C, et al. Recovery and utilization of graphite and polymer materials from spent lithium-ion batteries for synthesizing polymer-graphite nanocomposite thin films[J]. Journal of Environmental Chemical Engineering, 2015, 3(4): 2538-2545.
[本文引用: 2]
[57]
YU H J, DAI H L, ZHU Y, et al. Mechanistic insights into the lattice reconfiguration of the anode graphite recycled from spent high-power lithium-ion batteries[J]. Journal of Power Sources, 2021, 481: doi: 10.1016/j.jpowsour.2020.229159.
[本文引用: 1]
[58]
MARKEY B, ZHANG M H, ROBB I, et al. Effective upcycling of graphite anode: Healing and doping enabled direct regeneration[J]. Journal of the Electrochemical Society, 2020, 167(16): doi: 10.1149/1945-7111/abcc2f.
[本文引用: 1]
[59]
NATARAJAN S, RAO EDE S, BAJAJ H C, et al. Environmental benign synthesis of reduced graphene oxide (rGO) from spent lithium-ion batteries (LIBs) graphite and its application in supercapacitor[J]. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 2018, 543: 98-108.
[本文引用: 1]
[60]
XU Q, WANG Y, SHI X Y, et al. The direct application of spent graphite as a functional interlayer with enhanced polysulfide trapping and catalytic performance for Li-S batteries[J]. Green Chemistry, 2021, 23(2): 942-950.
[本文引用: 1]
[61]
DU K D, MENG Y F, ZHAO X X, et al. A unique co-recovery strategy of cathode and anode from spent LiFePO4 battery[J]. Science China Materials, 2022, 65(3): 637-645.
[本文引用: 1]
[62]
DIVYA M L, NATARAJAN S, LEE Y S, et al. Achieving high-energy dual carbon Li-ion capacitors with unique low- and high-temperature performance from spent Li-ion batteries[J]. Journal of Materials Chemistry A, 2020, 8(9): 4950-4959.
[本文引用: 1]
[63]
WANG Y X, CAO H B, CHEN L L, et al. Tailored synthesis of active reduced graphene oxides from waste graphite: Structural defects and pollutant-dependent reactive radicals in aqueous organics decontamination[J]. Applied Catalysis B: Environmental, 2018, 229: 71-80.
[本文引用: 1]
[64]
RUAN D S, ZHANG Z H, WU X F, et al. Synthesizing high-quality graphene from spent anode graphite and further functionalization applying in ORR electrocatalyst[J]. ChemistrySelect, 2021, 6(1): 90-95.
[本文引用: 1]
[65]
ZHANG W X, LIU Z P, XIA J, et al. Preparing graphene from anode graphite of spent lithium-ion batteries[J]. Frontiers of Environmental Science & Engineering, 2017, 11(5): doi: 10.1007/s11783-017-0993-8.
[本文引用: 1]
[66]
LI B S, WU C B, XU J D, et al. One-pot redox synthesis of graphene from waste graphite of spent lithium ion batteries with peracetic acid assistance[J]. Materials Chemistry and Physics, 2020, 241: doi: 10.1016/j.matchemphys.2019.122397.
[本文引用: 1]
[67]
ZHAO L L, LIU X Y, WAN C Y, et al. Soluble graphene nanosheets from recycled graphite of spent lithium ion batteries[J]. Journal of Materials Engineering and Performance, 2018, 27(2): 875-880.
[本文引用: 1]
[68]
KANG S H, YU T, LIU T T, et al. Eco-friendly preparation of large-sized graphene via short-circuit discharge of lithium primary battery[J]. Journal of Colloid and Interface Science, 2018, 512: 489-496.
[本文引用: 3]
[69]
ZHANG Y, GUO X M, WU F, et al. Mesocarbon microbead carbon-supported magnesium hydroxide nanoparticles: Turning spent Li-ion battery anode into a highly efficient phosphate adsorbent for wastewater treatment[J]. ACS Applied Materials & Interfaces, 2016, 8(33): 21315-21325.
[本文引用: 3]
[70]
ZHAO T, YAO Y, WANG M L, et al. Preparation of MnO2 -modified graphite sorbents from spent Li-ion batteries for the treatment of water contaminated by lead, cadmium, and silver[J]. ACS Applied Materials & Interfaces, 2017, 9(30): 25369-25376.
[本文引用: 1]
[71]
RUISMÄKI R, RINNE T, DAŃCZAK A, et al. Integrating flotation and pyrometallurgy for recovering graphite and valuable metals from battery scrap[J]. Metals, 2020, 10(5): doi: 10.3390/met10050680.
[本文引用: 1]
[72]
QIAO Y, SHENG W, HE C, et al. A facile freeze-thaw ultrasonic assisted circulation method of graphite flakes prepared by anode graphite from spent lithium-ion batteries for application in nanofluids[J]. Sustainable Energy & Fuels, 2021, 5(19): 4882-4894.
[本文引用: 1]
1
... 锂电池具有体积小、比能量高、自放电小、无记忆效应等优点,目前已成为最有前途的二次电池和增长最快的化学储能电源之一[1 -2 ] ,由于锂电池在便携式通信设备、电动汽车及船舶、航空航天以及军事领域等储能系统中的广泛应用,锂电池市场规模日益扩大.此外,锂电池市场目前正经历重大变化,锂电池作为电动汽车和混合动力汽车的主要动力源,在汽车行业不断电气化的驱动下,全球锂电池市场每年将增长数百万千瓦时,预计2026年全球锂电池市场规模增长将近920亿美元,超过2020年市场规模的一倍[3 ] .然而,受限于一定的使用寿命,锂电池市场的高需求量必将导致大量废旧锂电池产生.研究表明,废旧锂电池市场规模持续增加[4 ] ,预计到2030年,全球范围内废旧锂电池的年产生量将会达到370万吨(图1 )[5 ] .废旧锂电池中含有有害金属、易燃电解质、塑料外壳以及大量的石墨材料等,如处理不当不仅会造成严重的环境污染、资源浪费,甚至会危害人类的健康.此外,废旧锂电池中的金属及石墨等材料也具有重要的回收价值.从环境和经济角度考虑,废旧锂电池的回收已引起了人们的广泛关注. ...
1
... 锂电池具有体积小、比能量高、自放电小、无记忆效应等优点,目前已成为最有前途的二次电池和增长最快的化学储能电源之一[1 -2 ] ,由于锂电池在便携式通信设备、电动汽车及船舶、航空航天以及军事领域等储能系统中的广泛应用,锂电池市场规模日益扩大.此外,锂电池市场目前正经历重大变化,锂电池作为电动汽车和混合动力汽车的主要动力源,在汽车行业不断电气化的驱动下,全球锂电池市场每年将增长数百万千瓦时,预计2026年全球锂电池市场规模增长将近920亿美元,超过2020年市场规模的一倍[3 ] .然而,受限于一定的使用寿命,锂电池市场的高需求量必将导致大量废旧锂电池产生.研究表明,废旧锂电池市场规模持续增加[4 ] ,预计到2030年,全球范围内废旧锂电池的年产生量将会达到370万吨(图1 )[5 ] .废旧锂电池中含有有害金属、易燃电解质、塑料外壳以及大量的石墨材料等,如处理不当不仅会造成严重的环境污染、资源浪费,甚至会危害人类的健康.此外,废旧锂电池中的金属及石墨等材料也具有重要的回收价值.从环境和经济角度考虑,废旧锂电池的回收已引起了人们的广泛关注. ...
3
... 锂电池具有体积小、比能量高、自放电小、无记忆效应等优点,目前已成为最有前途的二次电池和增长最快的化学储能电源之一[1 -2 ] ,由于锂电池在便携式通信设备、电动汽车及船舶、航空航天以及军事领域等储能系统中的广泛应用,锂电池市场规模日益扩大.此外,锂电池市场目前正经历重大变化,锂电池作为电动汽车和混合动力汽车的主要动力源,在汽车行业不断电气化的驱动下,全球锂电池市场每年将增长数百万千瓦时,预计2026年全球锂电池市场规模增长将近920亿美元,超过2020年市场规模的一倍[3 ] .然而,受限于一定的使用寿命,锂电池市场的高需求量必将导致大量废旧锂电池产生.研究表明,废旧锂电池市场规模持续增加[4 ] ,预计到2030年,全球范围内废旧锂电池的年产生量将会达到370万吨(图1 )[5 ] .废旧锂电池中含有有害金属、易燃电解质、塑料外壳以及大量的石墨材料等,如处理不当不仅会造成严重的环境污染、资源浪费,甚至会危害人类的健康.此外,废旧锂电池中的金属及石墨等材料也具有重要的回收价值.从环境和经济角度考虑,废旧锂电池的回收已引起了人们的广泛关注. ...
... [
3 ,
5 ]
Global lithium battery market size forecast<sup>[<xref ref-type="bibr" rid="R3">3</xref>, <xref ref-type="bibr" rid="R5">5</xref>]</sup> Fig. 1 ![]()
目前人们对废旧锂电池的回收主要集中在正极材料中有价金属的回收上,主要的回收方法有湿法冶金、干法冶金及生物浸出技术,随着技术的不断发展,正极材料的回收已相当成熟并形成了产业链.然而,废旧锂电池负极材料的回收也不容忽视.近年来,由于成本低、能量密度高等优点,石墨材料在商业锂电池负极材料中占据主导地位,全球范围内石墨在锂电池负极材料领域约占比91%.一方面,石墨在锂电池中使用量较大,每千瓦时电池约需要1 kg石墨,一辆中小型电动汽车所需的石墨多达50 kg[6 ] ,因此随着电动汽车产业的持续发展,石墨市场需求量也逐步增大[7 ] .另一方面,锂电池负极所需要的石墨要求较高,纯度应达到99.5%,而石墨矿山通常只能生产纯度为90%~98%的鳞片石墨[7 ] ,为满足电池级石墨的要求还需额外的净化步骤.常用的石墨净化方法一般为化学法和热处理方法,这些方法不仅提高了石墨的成本还具有较高的环境危害性.因此,考虑到提纯工艺昂贵、需求量增加以及废旧负极石墨产量巨大等因素,从废旧锂电池中回收负极石墨材料是获得高质量石墨的有效途径.废旧锂电池中负极石墨的回收利用对降低电池级石墨生产成本、避免环境污染以及锂电池行业的可持续发展具有重要的现实意义. ...
... [
3 ,
5 ]
Fig. 1 ![]()
目前人们对废旧锂电池的回收主要集中在正极材料中有价金属的回收上,主要的回收方法有湿法冶金、干法冶金及生物浸出技术,随着技术的不断发展,正极材料的回收已相当成熟并形成了产业链.然而,废旧锂电池负极材料的回收也不容忽视.近年来,由于成本低、能量密度高等优点,石墨材料在商业锂电池负极材料中占据主导地位,全球范围内石墨在锂电池负极材料领域约占比91%.一方面,石墨在锂电池中使用量较大,每千瓦时电池约需要1 kg石墨,一辆中小型电动汽车所需的石墨多达50 kg[6 ] ,因此随着电动汽车产业的持续发展,石墨市场需求量也逐步增大[7 ] .另一方面,锂电池负极所需要的石墨要求较高,纯度应达到99.5%,而石墨矿山通常只能生产纯度为90%~98%的鳞片石墨[7 ] ,为满足电池级石墨的要求还需额外的净化步骤.常用的石墨净化方法一般为化学法和热处理方法,这些方法不仅提高了石墨的成本还具有较高的环境危害性.因此,考虑到提纯工艺昂贵、需求量增加以及废旧负极石墨产量巨大等因素,从废旧锂电池中回收负极石墨材料是获得高质量石墨的有效途径.废旧锂电池中负极石墨的回收利用对降低电池级石墨生产成本、避免环境污染以及锂电池行业的可持续发展具有重要的现实意义. ...
3
... 锂电池具有体积小、比能量高、自放电小、无记忆效应等优点,目前已成为最有前途的二次电池和增长最快的化学储能电源之一[1 -2 ] ,由于锂电池在便携式通信设备、电动汽车及船舶、航空航天以及军事领域等储能系统中的广泛应用,锂电池市场规模日益扩大.此外,锂电池市场目前正经历重大变化,锂电池作为电动汽车和混合动力汽车的主要动力源,在汽车行业不断电气化的驱动下,全球锂电池市场每年将增长数百万千瓦时,预计2026年全球锂电池市场规模增长将近920亿美元,超过2020年市场规模的一倍[3 ] .然而,受限于一定的使用寿命,锂电池市场的高需求量必将导致大量废旧锂电池产生.研究表明,废旧锂电池市场规模持续增加[4 ] ,预计到2030年,全球范围内废旧锂电池的年产生量将会达到370万吨(图1 )[5 ] .废旧锂电池中含有有害金属、易燃电解质、塑料外壳以及大量的石墨材料等,如处理不当不仅会造成严重的环境污染、资源浪费,甚至会危害人类的健康.此外,废旧锂电池中的金属及石墨等材料也具有重要的回收价值.从环境和经济角度考虑,废旧锂电池的回收已引起了人们的广泛关注. ...
... [
3 ,
5 ]
Global lithium battery market size forecast<sup>[<xref ref-type="bibr" rid="R3">3</xref>, <xref ref-type="bibr" rid="R5">5</xref>]</sup> Fig. 1 ![]()
目前人们对废旧锂电池的回收主要集中在正极材料中有价金属的回收上,主要的回收方法有湿法冶金、干法冶金及生物浸出技术,随着技术的不断发展,正极材料的回收已相当成熟并形成了产业链.然而,废旧锂电池负极材料的回收也不容忽视.近年来,由于成本低、能量密度高等优点,石墨材料在商业锂电池负极材料中占据主导地位,全球范围内石墨在锂电池负极材料领域约占比91%.一方面,石墨在锂电池中使用量较大,每千瓦时电池约需要1 kg石墨,一辆中小型电动汽车所需的石墨多达50 kg[6 ] ,因此随着电动汽车产业的持续发展,石墨市场需求量也逐步增大[7 ] .另一方面,锂电池负极所需要的石墨要求较高,纯度应达到99.5%,而石墨矿山通常只能生产纯度为90%~98%的鳞片石墨[7 ] ,为满足电池级石墨的要求还需额外的净化步骤.常用的石墨净化方法一般为化学法和热处理方法,这些方法不仅提高了石墨的成本还具有较高的环境危害性.因此,考虑到提纯工艺昂贵、需求量增加以及废旧负极石墨产量巨大等因素,从废旧锂电池中回收负极石墨材料是获得高质量石墨的有效途径.废旧锂电池中负极石墨的回收利用对降低电池级石墨生产成本、避免环境污染以及锂电池行业的可持续发展具有重要的现实意义. ...
... [
3 ,
5 ]
Fig. 1 ![]()
目前人们对废旧锂电池的回收主要集中在正极材料中有价金属的回收上,主要的回收方法有湿法冶金、干法冶金及生物浸出技术,随着技术的不断发展,正极材料的回收已相当成熟并形成了产业链.然而,废旧锂电池负极材料的回收也不容忽视.近年来,由于成本低、能量密度高等优点,石墨材料在商业锂电池负极材料中占据主导地位,全球范围内石墨在锂电池负极材料领域约占比91%.一方面,石墨在锂电池中使用量较大,每千瓦时电池约需要1 kg石墨,一辆中小型电动汽车所需的石墨多达50 kg[6 ] ,因此随着电动汽车产业的持续发展,石墨市场需求量也逐步增大[7 ] .另一方面,锂电池负极所需要的石墨要求较高,纯度应达到99.5%,而石墨矿山通常只能生产纯度为90%~98%的鳞片石墨[7 ] ,为满足电池级石墨的要求还需额外的净化步骤.常用的石墨净化方法一般为化学法和热处理方法,这些方法不仅提高了石墨的成本还具有较高的环境危害性.因此,考虑到提纯工艺昂贵、需求量增加以及废旧负极石墨产量巨大等因素,从废旧锂电池中回收负极石墨材料是获得高质量石墨的有效途径.废旧锂电池中负极石墨的回收利用对降低电池级石墨生产成本、避免环境污染以及锂电池行业的可持续发展具有重要的现实意义. ...
1
... 锂电池具有体积小、比能量高、自放电小、无记忆效应等优点,目前已成为最有前途的二次电池和增长最快的化学储能电源之一[1 -2 ] ,由于锂电池在便携式通信设备、电动汽车及船舶、航空航天以及军事领域等储能系统中的广泛应用,锂电池市场规模日益扩大.此外,锂电池市场目前正经历重大变化,锂电池作为电动汽车和混合动力汽车的主要动力源,在汽车行业不断电气化的驱动下,全球锂电池市场每年将增长数百万千瓦时,预计2026年全球锂电池市场规模增长将近920亿美元,超过2020年市场规模的一倍[3 ] .然而,受限于一定的使用寿命,锂电池市场的高需求量必将导致大量废旧锂电池产生.研究表明,废旧锂电池市场规模持续增加[4 ] ,预计到2030年,全球范围内废旧锂电池的年产生量将会达到370万吨(图1 )[5 ] .废旧锂电池中含有有害金属、易燃电解质、塑料外壳以及大量的石墨材料等,如处理不当不仅会造成严重的环境污染、资源浪费,甚至会危害人类的健康.此外,废旧锂电池中的金属及石墨等材料也具有重要的回收价值.从环境和经济角度考虑,废旧锂电池的回收已引起了人们的广泛关注. ...
3
... 锂电池具有体积小、比能量高、自放电小、无记忆效应等优点,目前已成为最有前途的二次电池和增长最快的化学储能电源之一[1 -2 ] ,由于锂电池在便携式通信设备、电动汽车及船舶、航空航天以及军事领域等储能系统中的广泛应用,锂电池市场规模日益扩大.此外,锂电池市场目前正经历重大变化,锂电池作为电动汽车和混合动力汽车的主要动力源,在汽车行业不断电气化的驱动下,全球锂电池市场每年将增长数百万千瓦时,预计2026年全球锂电池市场规模增长将近920亿美元,超过2020年市场规模的一倍[3 ] .然而,受限于一定的使用寿命,锂电池市场的高需求量必将导致大量废旧锂电池产生.研究表明,废旧锂电池市场规模持续增加[4 ] ,预计到2030年,全球范围内废旧锂电池的年产生量将会达到370万吨(图1 )[5 ] .废旧锂电池中含有有害金属、易燃电解质、塑料外壳以及大量的石墨材料等,如处理不当不仅会造成严重的环境污染、资源浪费,甚至会危害人类的健康.此外,废旧锂电池中的金属及石墨等材料也具有重要的回收价值.从环境和经济角度考虑,废旧锂电池的回收已引起了人们的广泛关注. ...
... ,
5 ]
Global lithium battery market size forecast<sup>[<xref ref-type="bibr" rid="R3">3</xref>, <xref ref-type="bibr" rid="R5">5</xref>]</sup> Fig. 1 ![]()
目前人们对废旧锂电池的回收主要集中在正极材料中有价金属的回收上,主要的回收方法有湿法冶金、干法冶金及生物浸出技术,随着技术的不断发展,正极材料的回收已相当成熟并形成了产业链.然而,废旧锂电池负极材料的回收也不容忽视.近年来,由于成本低、能量密度高等优点,石墨材料在商业锂电池负极材料中占据主导地位,全球范围内石墨在锂电池负极材料领域约占比91%.一方面,石墨在锂电池中使用量较大,每千瓦时电池约需要1 kg石墨,一辆中小型电动汽车所需的石墨多达50 kg[6 ] ,因此随着电动汽车产业的持续发展,石墨市场需求量也逐步增大[7 ] .另一方面,锂电池负极所需要的石墨要求较高,纯度应达到99.5%,而石墨矿山通常只能生产纯度为90%~98%的鳞片石墨[7 ] ,为满足电池级石墨的要求还需额外的净化步骤.常用的石墨净化方法一般为化学法和热处理方法,这些方法不仅提高了石墨的成本还具有较高的环境危害性.因此,考虑到提纯工艺昂贵、需求量增加以及废旧负极石墨产量巨大等因素,从废旧锂电池中回收负极石墨材料是获得高质量石墨的有效途径.废旧锂电池中负极石墨的回收利用对降低电池级石墨生产成本、避免环境污染以及锂电池行业的可持续发展具有重要的现实意义. ...
... ,
5 ]
Fig. 1 ![]()
目前人们对废旧锂电池的回收主要集中在正极材料中有价金属的回收上,主要的回收方法有湿法冶金、干法冶金及生物浸出技术,随着技术的不断发展,正极材料的回收已相当成熟并形成了产业链.然而,废旧锂电池负极材料的回收也不容忽视.近年来,由于成本低、能量密度高等优点,石墨材料在商业锂电池负极材料中占据主导地位,全球范围内石墨在锂电池负极材料领域约占比91%.一方面,石墨在锂电池中使用量较大,每千瓦时电池约需要1 kg石墨,一辆中小型电动汽车所需的石墨多达50 kg[6 ] ,因此随着电动汽车产业的持续发展,石墨市场需求量也逐步增大[7 ] .另一方面,锂电池负极所需要的石墨要求较高,纯度应达到99.5%,而石墨矿山通常只能生产纯度为90%~98%的鳞片石墨[7 ] ,为满足电池级石墨的要求还需额外的净化步骤.常用的石墨净化方法一般为化学法和热处理方法,这些方法不仅提高了石墨的成本还具有较高的环境危害性.因此,考虑到提纯工艺昂贵、需求量增加以及废旧负极石墨产量巨大等因素,从废旧锂电池中回收负极石墨材料是获得高质量石墨的有效途径.废旧锂电池中负极石墨的回收利用对降低电池级石墨生产成本、避免环境污染以及锂电池行业的可持续发展具有重要的现实意义. ...
1
... 目前人们对废旧锂电池的回收主要集中在正极材料中有价金属的回收上,主要的回收方法有湿法冶金、干法冶金及生物浸出技术,随着技术的不断发展,正极材料的回收已相当成熟并形成了产业链.然而,废旧锂电池负极材料的回收也不容忽视.近年来,由于成本低、能量密度高等优点,石墨材料在商业锂电池负极材料中占据主导地位,全球范围内石墨在锂电池负极材料领域约占比91%.一方面,石墨在锂电池中使用量较大,每千瓦时电池约需要1 kg石墨,一辆中小型电动汽车所需的石墨多达50 kg[6 ] ,因此随着电动汽车产业的持续发展,石墨市场需求量也逐步增大[7 ] .另一方面,锂电池负极所需要的石墨要求较高,纯度应达到99.5%,而石墨矿山通常只能生产纯度为90%~98%的鳞片石墨[7 ] ,为满足电池级石墨的要求还需额外的净化步骤.常用的石墨净化方法一般为化学法和热处理方法,这些方法不仅提高了石墨的成本还具有较高的环境危害性.因此,考虑到提纯工艺昂贵、需求量增加以及废旧负极石墨产量巨大等因素,从废旧锂电池中回收负极石墨材料是获得高质量石墨的有效途径.废旧锂电池中负极石墨的回收利用对降低电池级石墨生产成本、避免环境污染以及锂电池行业的可持续发展具有重要的现实意义. ...
2
... 目前人们对废旧锂电池的回收主要集中在正极材料中有价金属的回收上,主要的回收方法有湿法冶金、干法冶金及生物浸出技术,随着技术的不断发展,正极材料的回收已相当成熟并形成了产业链.然而,废旧锂电池负极材料的回收也不容忽视.近年来,由于成本低、能量密度高等优点,石墨材料在商业锂电池负极材料中占据主导地位,全球范围内石墨在锂电池负极材料领域约占比91%.一方面,石墨在锂电池中使用量较大,每千瓦时电池约需要1 kg石墨,一辆中小型电动汽车所需的石墨多达50 kg[6 ] ,因此随着电动汽车产业的持续发展,石墨市场需求量也逐步增大[7 ] .另一方面,锂电池负极所需要的石墨要求较高,纯度应达到99.5%,而石墨矿山通常只能生产纯度为90%~98%的鳞片石墨[7 ] ,为满足电池级石墨的要求还需额外的净化步骤.常用的石墨净化方法一般为化学法和热处理方法,这些方法不仅提高了石墨的成本还具有较高的环境危害性.因此,考虑到提纯工艺昂贵、需求量增加以及废旧负极石墨产量巨大等因素,从废旧锂电池中回收负极石墨材料是获得高质量石墨的有效途径.废旧锂电池中负极石墨的回收利用对降低电池级石墨生产成本、避免环境污染以及锂电池行业的可持续发展具有重要的现实意义. ...
... [7 ],为满足电池级石墨的要求还需额外的净化步骤.常用的石墨净化方法一般为化学法和热处理方法,这些方法不仅提高了石墨的成本还具有较高的环境危害性.因此,考虑到提纯工艺昂贵、需求量增加以及废旧负极石墨产量巨大等因素,从废旧锂电池中回收负极石墨材料是获得高质量石墨的有效途径.废旧锂电池中负极石墨的回收利用对降低电池级石墨生产成本、避免环境污染以及锂电池行业的可持续发展具有重要的现实意义. ...
1
... 锂电池的失效是指由于某些特定的原因导致电池容量衰减或性能异常,主要包括性能失效[8 ] 和安全性失效[9 ] .性能失效指的是锂电池的性能较初始状态发生变化从而不能满足业务要求和相关指标,主要包括容量跳水、循环寿命衰减、电压异常、内阻过大、自放电、高低温故障、速率性能差等.安全性失效是由于使用不当或滥用而导致具有一定安全风险的失效,主要包括热失控、短路、漏气、漏液、镀锂、膨胀变形、挤压刺穿等[10 ] .除了宏观层面所展示出来的电池失效状态,锂电池内部微观层面也发生了巨大变化[11 -12 ] .例如,因局部锂离子脱插率不一致和应力不均匀导致的电极材料机械失效;因充电状态异常导致的电极材料结构失效;由于湿度和温度的影响电解液中的溶剂出现共嵌入问题,导致电解液的分解或变质[13 ] 以及集流体的腐蚀等.本文着重阐述了发生在锂电池负极石墨材料中的失效情况,主要包括固体电解质界面膜(SEI膜)失效、锂枝晶、集流体腐蚀以及颗粒破损(图2 ). ...
1
... 锂电池的失效是指由于某些特定的原因导致电池容量衰减或性能异常,主要包括性能失效[8 ] 和安全性失效[9 ] .性能失效指的是锂电池的性能较初始状态发生变化从而不能满足业务要求和相关指标,主要包括容量跳水、循环寿命衰减、电压异常、内阻过大、自放电、高低温故障、速率性能差等.安全性失效是由于使用不当或滥用而导致具有一定安全风险的失效,主要包括热失控、短路、漏气、漏液、镀锂、膨胀变形、挤压刺穿等[10 ] .除了宏观层面所展示出来的电池失效状态,锂电池内部微观层面也发生了巨大变化[11 -12 ] .例如,因局部锂离子脱插率不一致和应力不均匀导致的电极材料机械失效;因充电状态异常导致的电极材料结构失效;由于湿度和温度的影响电解液中的溶剂出现共嵌入问题,导致电解液的分解或变质[13 ] 以及集流体的腐蚀等.本文着重阐述了发生在锂电池负极石墨材料中的失效情况,主要包括固体电解质界面膜(SEI膜)失效、锂枝晶、集流体腐蚀以及颗粒破损(图2 ). ...
1
... 锂电池的失效是指由于某些特定的原因导致电池容量衰减或性能异常,主要包括性能失效[8 ] 和安全性失效[9 ] .性能失效指的是锂电池的性能较初始状态发生变化从而不能满足业务要求和相关指标,主要包括容量跳水、循环寿命衰减、电压异常、内阻过大、自放电、高低温故障、速率性能差等.安全性失效是由于使用不当或滥用而导致具有一定安全风险的失效,主要包括热失控、短路、漏气、漏液、镀锂、膨胀变形、挤压刺穿等[10 ] .除了宏观层面所展示出来的电池失效状态,锂电池内部微观层面也发生了巨大变化[11 -12 ] .例如,因局部锂离子脱插率不一致和应力不均匀导致的电极材料机械失效;因充电状态异常导致的电极材料结构失效;由于湿度和温度的影响电解液中的溶剂出现共嵌入问题,导致电解液的分解或变质[13 ] 以及集流体的腐蚀等.本文着重阐述了发生在锂电池负极石墨材料中的失效情况,主要包括固体电解质界面膜(SEI膜)失效、锂枝晶、集流体腐蚀以及颗粒破损(图2 ). ...
1
... 锂电池的失效是指由于某些特定的原因导致电池容量衰减或性能异常,主要包括性能失效[8 ] 和安全性失效[9 ] .性能失效指的是锂电池的性能较初始状态发生变化从而不能满足业务要求和相关指标,主要包括容量跳水、循环寿命衰减、电压异常、内阻过大、自放电、高低温故障、速率性能差等.安全性失效是由于使用不当或滥用而导致具有一定安全风险的失效,主要包括热失控、短路、漏气、漏液、镀锂、膨胀变形、挤压刺穿等[10 ] .除了宏观层面所展示出来的电池失效状态,锂电池内部微观层面也发生了巨大变化[11 -12 ] .例如,因局部锂离子脱插率不一致和应力不均匀导致的电极材料机械失效;因充电状态异常导致的电极材料结构失效;由于湿度和温度的影响电解液中的溶剂出现共嵌入问题,导致电解液的分解或变质[13 ] 以及集流体的腐蚀等.本文着重阐述了发生在锂电池负极石墨材料中的失效情况,主要包括固体电解质界面膜(SEI膜)失效、锂枝晶、集流体腐蚀以及颗粒破损(图2 ). ...
1
... 锂电池的失效是指由于某些特定的原因导致电池容量衰减或性能异常,主要包括性能失效[8 ] 和安全性失效[9 ] .性能失效指的是锂电池的性能较初始状态发生变化从而不能满足业务要求和相关指标,主要包括容量跳水、循环寿命衰减、电压异常、内阻过大、自放电、高低温故障、速率性能差等.安全性失效是由于使用不当或滥用而导致具有一定安全风险的失效,主要包括热失控、短路、漏气、漏液、镀锂、膨胀变形、挤压刺穿等[10 ] .除了宏观层面所展示出来的电池失效状态,锂电池内部微观层面也发生了巨大变化[11 -12 ] .例如,因局部锂离子脱插率不一致和应力不均匀导致的电极材料机械失效;因充电状态异常导致的电极材料结构失效;由于湿度和温度的影响电解液中的溶剂出现共嵌入问题,导致电解液的分解或变质[13 ] 以及集流体的腐蚀等.本文着重阐述了发生在锂电池负极石墨材料中的失效情况,主要包括固体电解质界面膜(SEI膜)失效、锂枝晶、集流体腐蚀以及颗粒破损(图2 ). ...
1
... 锂电池的失效是指由于某些特定的原因导致电池容量衰减或性能异常,主要包括性能失效[8 ] 和安全性失效[9 ] .性能失效指的是锂电池的性能较初始状态发生变化从而不能满足业务要求和相关指标,主要包括容量跳水、循环寿命衰减、电压异常、内阻过大、自放电、高低温故障、速率性能差等.安全性失效是由于使用不当或滥用而导致具有一定安全风险的失效,主要包括热失控、短路、漏气、漏液、镀锂、膨胀变形、挤压刺穿等[10 ] .除了宏观层面所展示出来的电池失效状态,锂电池内部微观层面也发生了巨大变化[11 -12 ] .例如,因局部锂离子脱插率不一致和应力不均匀导致的电极材料机械失效;因充电状态异常导致的电极材料结构失效;由于湿度和温度的影响电解液中的溶剂出现共嵌入问题,导致电解液的分解或变质[13 ] 以及集流体的腐蚀等.本文着重阐述了发生在锂电池负极石墨材料中的失效情况,主要包括固体电解质界面膜(SEI膜)失效、锂枝晶、集流体腐蚀以及颗粒破损(图2 ). ...
1
... SEI膜是电解液与电极材料表面间副反应的沉积产物,是首次充电过程中电解液溶剂、锂盐、添加剂和微量空气杂质等发生一系列反应而形成的一种复杂的、非均质子结构的薄膜[14 ] .尽管SEI膜同时出现在正极和负极的表面,但人们普遍认为阳极表面的SEI膜对锂离子电池的影响更大.在理想的条件下,SEI膜具有较高的离子电导率、合适的厚度、优异的均匀性、可观的机械强度和高稳定性,可以稳定地存在于有机电解质溶液中.它对锂离子具有渗透性,而电解液溶剂分子则不能穿过,在保证锂离子顺利迁移的同时又可避免溶剂分子共嵌入对电极材料造成损伤,从而大大提高了电极材料的循环性能和使用寿命.然而,在电池的实际储存和充放电循环过程中,SEI膜的组成和厚度并不能完全维持恒定状态[15 ] ,而且会遭遇不同类型的失效,常见的失效原因可分为三类:热失效、化学失效和机械失效[16 ] . ...
1
... SEI膜是电解液与电极材料表面间副反应的沉积产物,是首次充电过程中电解液溶剂、锂盐、添加剂和微量空气杂质等发生一系列反应而形成的一种复杂的、非均质子结构的薄膜[14 ] .尽管SEI膜同时出现在正极和负极的表面,但人们普遍认为阳极表面的SEI膜对锂离子电池的影响更大.在理想的条件下,SEI膜具有较高的离子电导率、合适的厚度、优异的均匀性、可观的机械强度和高稳定性,可以稳定地存在于有机电解质溶液中.它对锂离子具有渗透性,而电解液溶剂分子则不能穿过,在保证锂离子顺利迁移的同时又可避免溶剂分子共嵌入对电极材料造成损伤,从而大大提高了电极材料的循环性能和使用寿命.然而,在电池的实际储存和充放电循环过程中,SEI膜的组成和厚度并不能完全维持恒定状态[15 ] ,而且会遭遇不同类型的失效,常见的失效原因可分为三类:热失效、化学失效和机械失效[16 ] . ...
1
... SEI膜是电解液与电极材料表面间副反应的沉积产物,是首次充电过程中电解液溶剂、锂盐、添加剂和微量空气杂质等发生一系列反应而形成的一种复杂的、非均质子结构的薄膜[14 ] .尽管SEI膜同时出现在正极和负极的表面,但人们普遍认为阳极表面的SEI膜对锂离子电池的影响更大.在理想的条件下,SEI膜具有较高的离子电导率、合适的厚度、优异的均匀性、可观的机械强度和高稳定性,可以稳定地存在于有机电解质溶液中.它对锂离子具有渗透性,而电解液溶剂分子则不能穿过,在保证锂离子顺利迁移的同时又可避免溶剂分子共嵌入对电极材料造成损伤,从而大大提高了电极材料的循环性能和使用寿命.然而,在电池的实际储存和充放电循环过程中,SEI膜的组成和厚度并不能完全维持恒定状态[15 ] ,而且会遭遇不同类型的失效,常见的失效原因可分为三类:热失效、化学失效和机械失效[16 ] . ...
2
... 从化学角度来看,SEI膜在电池存储和循环过程中不断演化,化学稳定性不高.由于SEI膜中存在大量的亚稳定物种,如烷基碳酸锂具有较差的水解稳定性[17 ] ,电解质中可能含有微量的水分杂质,引发烷基碳酸锂分解转化为钴酸锂、二氧化碳和锂烷氧化物等.此外,SEI膜中稳定的钴酸锂可与电解液中的常见污染物HF反应生成水[18 ] ,也会导致SEI的不稳定分解.Hou等[19 ] 通过Cs校正扫描透射电子显微镜在亚纳米级尺寸下观察研究了SEI膜,结果表明在SEI膜厚度超过电子隧穿状态后,自由基(例如,碳酸亚乙酯电解质中的EC- 和氟化碳酸亚乙酯电解质中的F- )介导了SEI膜的生长,这属于碱催化化学反应.在含有LiPF6 的电解质中,SEI膜成分会受到酸介导化学反应影响,强路易斯酸PF5 是LiPF6 热分解的产物,它会强烈地攻击SEI膜成分从而使其失效[20 ] .一系列复杂而强烈的水解、碱催化和酸介导的化学反应会对SEI膜造成有害的破坏,导致界面的不稳定. ...
... 在锂电池的电化学循环过程中,石墨材料的拉伸和压缩应变会导致SEI膜的断裂和重组,称为机械失效[21 ] .在这长期反复的充放电循环中,锂在石墨材料颗粒中的扩散会产生机械应力,这种扩散引起的应力会导致石墨颗粒产生裂纹与体积膨胀[17 ] .石墨的体积变化会引起内应力和SEI膜破裂,使负极石墨再次暴露在溶剂中从而再次形成SEI膜,SEI膜的二次生成会再次消耗电解质,导致第二次容量损失[22 ] .此外,SEI膜的二次形成过程中会导致其厚度增加和活性锂损失,从而使Li+ 扩散阻力增加并阻碍LIBs的快速充电[23 ] . ...
1
... 从化学角度来看,SEI膜在电池存储和循环过程中不断演化,化学稳定性不高.由于SEI膜中存在大量的亚稳定物种,如烷基碳酸锂具有较差的水解稳定性[17 ] ,电解质中可能含有微量的水分杂质,引发烷基碳酸锂分解转化为钴酸锂、二氧化碳和锂烷氧化物等.此外,SEI膜中稳定的钴酸锂可与电解液中的常见污染物HF反应生成水[18 ] ,也会导致SEI的不稳定分解.Hou等[19 ] 通过Cs校正扫描透射电子显微镜在亚纳米级尺寸下观察研究了SEI膜,结果表明在SEI膜厚度超过电子隧穿状态后,自由基(例如,碳酸亚乙酯电解质中的EC- 和氟化碳酸亚乙酯电解质中的F- )介导了SEI膜的生长,这属于碱催化化学反应.在含有LiPF6 的电解质中,SEI膜成分会受到酸介导化学反应影响,强路易斯酸PF5 是LiPF6 热分解的产物,它会强烈地攻击SEI膜成分从而使其失效[20 ] .一系列复杂而强烈的水解、碱催化和酸介导的化学反应会对SEI膜造成有害的破坏,导致界面的不稳定. ...
1
... 从化学角度来看,SEI膜在电池存储和循环过程中不断演化,化学稳定性不高.由于SEI膜中存在大量的亚稳定物种,如烷基碳酸锂具有较差的水解稳定性[17 ] ,电解质中可能含有微量的水分杂质,引发烷基碳酸锂分解转化为钴酸锂、二氧化碳和锂烷氧化物等.此外,SEI膜中稳定的钴酸锂可与电解液中的常见污染物HF反应生成水[18 ] ,也会导致SEI的不稳定分解.Hou等[19 ] 通过Cs校正扫描透射电子显微镜在亚纳米级尺寸下观察研究了SEI膜,结果表明在SEI膜厚度超过电子隧穿状态后,自由基(例如,碳酸亚乙酯电解质中的EC- 和氟化碳酸亚乙酯电解质中的F- )介导了SEI膜的生长,这属于碱催化化学反应.在含有LiPF6 的电解质中,SEI膜成分会受到酸介导化学反应影响,强路易斯酸PF5 是LiPF6 热分解的产物,它会强烈地攻击SEI膜成分从而使其失效[20 ] .一系列复杂而强烈的水解、碱催化和酸介导的化学反应会对SEI膜造成有害的破坏,导致界面的不稳定. ...
1
... 从化学角度来看,SEI膜在电池存储和循环过程中不断演化,化学稳定性不高.由于SEI膜中存在大量的亚稳定物种,如烷基碳酸锂具有较差的水解稳定性[17 ] ,电解质中可能含有微量的水分杂质,引发烷基碳酸锂分解转化为钴酸锂、二氧化碳和锂烷氧化物等.此外,SEI膜中稳定的钴酸锂可与电解液中的常见污染物HF反应生成水[18 ] ,也会导致SEI的不稳定分解.Hou等[19 ] 通过Cs校正扫描透射电子显微镜在亚纳米级尺寸下观察研究了SEI膜,结果表明在SEI膜厚度超过电子隧穿状态后,自由基(例如,碳酸亚乙酯电解质中的EC- 和氟化碳酸亚乙酯电解质中的F- )介导了SEI膜的生长,这属于碱催化化学反应.在含有LiPF6 的电解质中,SEI膜成分会受到酸介导化学反应影响,强路易斯酸PF5 是LiPF6 热分解的产物,它会强烈地攻击SEI膜成分从而使其失效[20 ] .一系列复杂而强烈的水解、碱催化和酸介导的化学反应会对SEI膜造成有害的破坏,导致界面的不稳定. ...
3
... 锂电池的失效是指由于某些特定的原因导致电池容量衰减或性能异常,主要包括性能失效
[8 ] 和安全性失效
[9 ] .性能失效指的是锂电池的性能较初始状态发生变化从而不能满足业务要求和相关指标,主要包括容量跳水、循环寿命衰减、电压异常、内阻过大、自放电、高低温故障、速率性能差等.安全性失效是由于使用不当或滥用而导致具有一定安全风险的失效,主要包括热失控、短路、漏气、漏液、镀锂、膨胀变形、挤压刺穿等
[10 ] .除了宏观层面所展示出来的电池失效状态,锂电池内部微观层面也发生了巨大变化
[11 -12 ] .例如,因局部锂离子脱插率不一致和应力不均匀导致的电极材料机械失效;因充电状态异常导致的电极材料结构失效;由于湿度和温度的影响电解液中的溶剂出现共嵌入问题,导致电解液的分解或变质
[13 ] 以及集流体的腐蚀等.本文着重阐述了发生在锂电池负极石墨材料中的失效情况,主要包括固体电解质界面膜(SEI膜)失效、锂枝晶、集流体腐蚀以及颗粒破损(
图2 ).
图2 负极石墨的主要失效机制<sup>[<xref ref-type="bibr" rid="R21">21</xref>, <xref ref-type="bibr" rid="R24">24</xref>-<xref ref-type="bibr" rid="R26">26</xref>]</sup> The main failure mechanisms of anode graphite<sup>[<xref ref-type="bibr" rid="R21">21</xref>, <xref ref-type="bibr" rid="R24">24</xref>-<xref ref-type="bibr" rid="R26">26</xref>]</sup> Fig. 2 ![]()
<strong>1.1</strong> <strong>SEI</strong>膜失效 SEI膜是电解液与电极材料表面间副反应的沉积产物,是首次充电过程中电解液溶剂、锂盐、添加剂和微量空气杂质等发生一系列反应而形成的一种复杂的、非均质子结构的薄膜[14 ] .尽管SEI膜同时出现在正极和负极的表面,但人们普遍认为阳极表面的SEI膜对锂离子电池的影响更大.在理想的条件下,SEI膜具有较高的离子电导率、合适的厚度、优异的均匀性、可观的机械强度和高稳定性,可以稳定地存在于有机电解质溶液中.它对锂离子具有渗透性,而电解液溶剂分子则不能穿过,在保证锂离子顺利迁移的同时又可避免溶剂分子共嵌入对电极材料造成损伤,从而大大提高了电极材料的循环性能和使用寿命.然而,在电池的实际储存和充放电循环过程中,SEI膜的组成和厚度并不能完全维持恒定状态[15 ] ,而且会遭遇不同类型的失效,常见的失效原因可分为三类:热失效、化学失效和机械失效[16 ] . ...
... [
21 ,
24 -
26 ]
Fig. 2 ![]()
<strong>1.1</strong> <strong>SEI</strong>膜失效 SEI膜是电解液与电极材料表面间副反应的沉积产物,是首次充电过程中电解液溶剂、锂盐、添加剂和微量空气杂质等发生一系列反应而形成的一种复杂的、非均质子结构的薄膜[14 ] .尽管SEI膜同时出现在正极和负极的表面,但人们普遍认为阳极表面的SEI膜对锂离子电池的影响更大.在理想的条件下,SEI膜具有较高的离子电导率、合适的厚度、优异的均匀性、可观的机械强度和高稳定性,可以稳定地存在于有机电解质溶液中.它对锂离子具有渗透性,而电解液溶剂分子则不能穿过,在保证锂离子顺利迁移的同时又可避免溶剂分子共嵌入对电极材料造成损伤,从而大大提高了电极材料的循环性能和使用寿命.然而,在电池的实际储存和充放电循环过程中,SEI膜的组成和厚度并不能完全维持恒定状态[15 ] ,而且会遭遇不同类型的失效,常见的失效原因可分为三类:热失效、化学失效和机械失效[16 ] . ...
... 在锂电池的电化学循环过程中,石墨材料的拉伸和压缩应变会导致SEI膜的断裂和重组,称为机械失效[21 ] .在这长期反复的充放电循环中,锂在石墨材料颗粒中的扩散会产生机械应力,这种扩散引起的应力会导致石墨颗粒产生裂纹与体积膨胀[17 ] .石墨的体积变化会引起内应力和SEI膜破裂,使负极石墨再次暴露在溶剂中从而再次形成SEI膜,SEI膜的二次生成会再次消耗电解质,导致第二次容量损失[22 ] .此外,SEI膜的二次形成过程中会导致其厚度增加和活性锂损失,从而使Li+ 扩散阻力增加并阻碍LIBs的快速充电[23 ] . ...
1
... 在锂电池的电化学循环过程中,石墨材料的拉伸和压缩应变会导致SEI膜的断裂和重组,称为机械失效[21 ] .在这长期反复的充放电循环中,锂在石墨材料颗粒中的扩散会产生机械应力,这种扩散引起的应力会导致石墨颗粒产生裂纹与体积膨胀[17 ] .石墨的体积变化会引起内应力和SEI膜破裂,使负极石墨再次暴露在溶剂中从而再次形成SEI膜,SEI膜的二次生成会再次消耗电解质,导致第二次容量损失[22 ] .此外,SEI膜的二次形成过程中会导致其厚度增加和活性锂损失,从而使Li+ 扩散阻力增加并阻碍LIBs的快速充电[23 ] . ...
1
... 在锂电池的电化学循环过程中,石墨材料的拉伸和压缩应变会导致SEI膜的断裂和重组,称为机械失效[21 ] .在这长期反复的充放电循环中,锂在石墨材料颗粒中的扩散会产生机械应力,这种扩散引起的应力会导致石墨颗粒产生裂纹与体积膨胀[17 ] .石墨的体积变化会引起内应力和SEI膜破裂,使负极石墨再次暴露在溶剂中从而再次形成SEI膜,SEI膜的二次生成会再次消耗电解质,导致第二次容量损失[22 ] .此外,SEI膜的二次形成过程中会导致其厚度增加和活性锂损失,从而使Li+ 扩散阻力增加并阻碍LIBs的快速充电[23 ] . ...
3
... 锂电池的失效是指由于某些特定的原因导致电池容量衰减或性能异常,主要包括性能失效
[8 ] 和安全性失效
[9 ] .性能失效指的是锂电池的性能较初始状态发生变化从而不能满足业务要求和相关指标,主要包括容量跳水、循环寿命衰减、电压异常、内阻过大、自放电、高低温故障、速率性能差等.安全性失效是由于使用不当或滥用而导致具有一定安全风险的失效,主要包括热失控、短路、漏气、漏液、镀锂、膨胀变形、挤压刺穿等
[10 ] .除了宏观层面所展示出来的电池失效状态,锂电池内部微观层面也发生了巨大变化
[11 -12 ] .例如,因局部锂离子脱插率不一致和应力不均匀导致的电极材料机械失效;因充电状态异常导致的电极材料结构失效;由于湿度和温度的影响电解液中的溶剂出现共嵌入问题,导致电解液的分解或变质
[13 ] 以及集流体的腐蚀等.本文着重阐述了发生在锂电池负极石墨材料中的失效情况,主要包括固体电解质界面膜(SEI膜)失效、锂枝晶、集流体腐蚀以及颗粒破损(
图2 ).
图2 负极石墨的主要失效机制<sup>[<xref ref-type="bibr" rid="R21">21</xref>, <xref ref-type="bibr" rid="R24">24</xref>-<xref ref-type="bibr" rid="R26">26</xref>]</sup> The main failure mechanisms of anode graphite<sup>[<xref ref-type="bibr" rid="R21">21</xref>, <xref ref-type="bibr" rid="R24">24</xref>-<xref ref-type="bibr" rid="R26">26</xref>]</sup> Fig. 2 ![]()
<strong>1.1</strong> <strong>SEI</strong>膜失效 SEI膜是电解液与电极材料表面间副反应的沉积产物,是首次充电过程中电解液溶剂、锂盐、添加剂和微量空气杂质等发生一系列反应而形成的一种复杂的、非均质子结构的薄膜[14 ] .尽管SEI膜同时出现在正极和负极的表面,但人们普遍认为阳极表面的SEI膜对锂离子电池的影响更大.在理想的条件下,SEI膜具有较高的离子电导率、合适的厚度、优异的均匀性、可观的机械强度和高稳定性,可以稳定地存在于有机电解质溶液中.它对锂离子具有渗透性,而电解液溶剂分子则不能穿过,在保证锂离子顺利迁移的同时又可避免溶剂分子共嵌入对电极材料造成损伤,从而大大提高了电极材料的循环性能和使用寿命.然而,在电池的实际储存和充放电循环过程中,SEI膜的组成和厚度并不能完全维持恒定状态[15 ] ,而且会遭遇不同类型的失效,常见的失效原因可分为三类:热失效、化学失效和机械失效[16 ] . ...
... ,
24 -
26 ]
Fig. 2 ![]()
<strong>1.1</strong> <strong>SEI</strong>膜失效 SEI膜是电解液与电极材料表面间副反应的沉积产物,是首次充电过程中电解液溶剂、锂盐、添加剂和微量空气杂质等发生一系列反应而形成的一种复杂的、非均质子结构的薄膜[14 ] .尽管SEI膜同时出现在正极和负极的表面,但人们普遍认为阳极表面的SEI膜对锂离子电池的影响更大.在理想的条件下,SEI膜具有较高的离子电导率、合适的厚度、优异的均匀性、可观的机械强度和高稳定性,可以稳定地存在于有机电解质溶液中.它对锂离子具有渗透性,而电解液溶剂分子则不能穿过,在保证锂离子顺利迁移的同时又可避免溶剂分子共嵌入对电极材料造成损伤,从而大大提高了电极材料的循环性能和使用寿命.然而,在电池的实际储存和充放电循环过程中,SEI膜的组成和厚度并不能完全维持恒定状态[15 ] ,而且会遭遇不同类型的失效,常见的失效原因可分为三类:热失效、化学失效和机械失效[16 ] . ...
... 锂枝晶的生长形成是一个复杂的过程,涉及四个主要领域:电化学、结晶学、热力学和动力学.锂枝晶通常出现在电池充电过程中,是一种金属微观结构[24 ] .负极石墨对锂的嵌入能力是有限的,在反复脱嵌锂充放电循环过程中,若嵌入石墨的锂含量超过其能力范围,则过剩的锂离子便会和石墨中穿梭而来的电子结合,并沉积在石墨表面.从热力学的角度出发,石墨表面与锂晶核的接触角越小,锂沉积模型的整个体相吉布斯自由能越大,所需要的临界过电势就越小,越利于锂沉积过程的进行[27 ] .由于石墨的表面不是完全光滑且尺寸存在差异,导致负极石墨表面粗糙度不均匀,从而更易形成锂枝晶.此外,锂离子在石墨中的扩散效率取决于相对于石墨晶格平面的传输方向[28 ] ,各向异性扩散导致在不同的充电深度上,石墨内部锂离子的浓度分布不均匀[29 ] ,进一步促进了锂枝晶的成长.锂枝晶的形成还与电流密度、环境温度、电解液成分等因素有关,如在高电流密度下,负极石墨表面的锂来不及扩散到电极内部并在电极表面沉淀从而累积成枝晶[30 ] ;低温将促进锂枝晶的生长,原因是低温下的SEI膜厚度较小,界面反应阻力减小而锂离子扩散传质阻力增加[31 ] ;过充状态下,由于负极饱和导致锂离子容易析出与沉积引发锂枝晶的生长[32 ] 等.通常情况下,锂枝晶在负极材料上形成并向正极方向生长,当枝晶生长至一定长度时可刺破及穿透隔膜,连接两个电极造成电池内部短路、副反应增加及体积膨胀等不可逆的损害[25 ] . ...
1
... 锂枝晶的生长形成是一个复杂的过程,涉及四个主要领域:电化学、结晶学、热力学和动力学.锂枝晶通常出现在电池充电过程中,是一种金属微观结构[24 ] .负极石墨对锂的嵌入能力是有限的,在反复脱嵌锂充放电循环过程中,若嵌入石墨的锂含量超过其能力范围,则过剩的锂离子便会和石墨中穿梭而来的电子结合,并沉积在石墨表面.从热力学的角度出发,石墨表面与锂晶核的接触角越小,锂沉积模型的整个体相吉布斯自由能越大,所需要的临界过电势就越小,越利于锂沉积过程的进行[27 ] .由于石墨的表面不是完全光滑且尺寸存在差异,导致负极石墨表面粗糙度不均匀,从而更易形成锂枝晶.此外,锂离子在石墨中的扩散效率取决于相对于石墨晶格平面的传输方向[28 ] ,各向异性扩散导致在不同的充电深度上,石墨内部锂离子的浓度分布不均匀[29 ] ,进一步促进了锂枝晶的成长.锂枝晶的形成还与电流密度、环境温度、电解液成分等因素有关,如在高电流密度下,负极石墨表面的锂来不及扩散到电极内部并在电极表面沉淀从而累积成枝晶[30 ] ;低温将促进锂枝晶的生长,原因是低温下的SEI膜厚度较小,界面反应阻力减小而锂离子扩散传质阻力增加[31 ] ;过充状态下,由于负极饱和导致锂离子容易析出与沉积引发锂枝晶的生长[32 ] 等.通常情况下,锂枝晶在负极材料上形成并向正极方向生长,当枝晶生长至一定长度时可刺破及穿透隔膜,连接两个电极造成电池内部短路、副反应增加及体积膨胀等不可逆的损害[25 ] . ...
3
... 锂电池的失效是指由于某些特定的原因导致电池容量衰减或性能异常,主要包括性能失效
[8 ] 和安全性失效
[9 ] .性能失效指的是锂电池的性能较初始状态发生变化从而不能满足业务要求和相关指标,主要包括容量跳水、循环寿命衰减、电压异常、内阻过大、自放电、高低温故障、速率性能差等.安全性失效是由于使用不当或滥用而导致具有一定安全风险的失效,主要包括热失控、短路、漏气、漏液、镀锂、膨胀变形、挤压刺穿等
[10 ] .除了宏观层面所展示出来的电池失效状态,锂电池内部微观层面也发生了巨大变化
[11 -12 ] .例如,因局部锂离子脱插率不一致和应力不均匀导致的电极材料机械失效;因充电状态异常导致的电极材料结构失效;由于湿度和温度的影响电解液中的溶剂出现共嵌入问题,导致电解液的分解或变质
[13 ] 以及集流体的腐蚀等.本文着重阐述了发生在锂电池负极石墨材料中的失效情况,主要包括固体电解质界面膜(SEI膜)失效、锂枝晶、集流体腐蚀以及颗粒破损(
图2 ).
图2 负极石墨的主要失效机制<sup>[<xref ref-type="bibr" rid="R21">21</xref>, <xref ref-type="bibr" rid="R24">24</xref>-<xref ref-type="bibr" rid="R26">26</xref>]</sup> The main failure mechanisms of anode graphite<sup>[<xref ref-type="bibr" rid="R21">21</xref>, <xref ref-type="bibr" rid="R24">24</xref>-<xref ref-type="bibr" rid="R26">26</xref>]</sup> Fig. 2 ![]()
<strong>1.1</strong> <strong>SEI</strong>膜失效 SEI膜是电解液与电极材料表面间副反应的沉积产物,是首次充电过程中电解液溶剂、锂盐、添加剂和微量空气杂质等发生一系列反应而形成的一种复杂的、非均质子结构的薄膜[14 ] .尽管SEI膜同时出现在正极和负极的表面,但人们普遍认为阳极表面的SEI膜对锂离子电池的影响更大.在理想的条件下,SEI膜具有较高的离子电导率、合适的厚度、优异的均匀性、可观的机械强度和高稳定性,可以稳定地存在于有机电解质溶液中.它对锂离子具有渗透性,而电解液溶剂分子则不能穿过,在保证锂离子顺利迁移的同时又可避免溶剂分子共嵌入对电极材料造成损伤,从而大大提高了电极材料的循环性能和使用寿命.然而,在电池的实际储存和充放电循环过程中,SEI膜的组成和厚度并不能完全维持恒定状态[15 ] ,而且会遭遇不同类型的失效,常见的失效原因可分为三类:热失效、化学失效和机械失效[16 ] . ...
... -
26 ]
Fig. 2 ![]()
<strong>1.1</strong> <strong>SEI</strong>膜失效 SEI膜是电解液与电极材料表面间副反应的沉积产物,是首次充电过程中电解液溶剂、锂盐、添加剂和微量空气杂质等发生一系列反应而形成的一种复杂的、非均质子结构的薄膜[14 ] .尽管SEI膜同时出现在正极和负极的表面,但人们普遍认为阳极表面的SEI膜对锂离子电池的影响更大.在理想的条件下,SEI膜具有较高的离子电导率、合适的厚度、优异的均匀性、可观的机械强度和高稳定性,可以稳定地存在于有机电解质溶液中.它对锂离子具有渗透性,而电解液溶剂分子则不能穿过,在保证锂离子顺利迁移的同时又可避免溶剂分子共嵌入对电极材料造成损伤,从而大大提高了电极材料的循环性能和使用寿命.然而,在电池的实际储存和充放电循环过程中,SEI膜的组成和厚度并不能完全维持恒定状态[15 ] ,而且会遭遇不同类型的失效,常见的失效原因可分为三类:热失效、化学失效和机械失效[16 ] . ...
... 铜由于其高导电性、高电化学稳定性和良好的力学性能,是目前商用锂离子电池中最常用的负极集流体,在电极材料与外部电路之间的电子交换中起着重要的作用.铜集流体在投入商用锂电池使用前,会通过酸碱腐蚀、耐蚀涂层、导电涂层等预处理以提高其附着力和降低腐蚀速率[33 ] .即便如此,在实际的反复充放电循环过程中铜集流体仍会受到损害,主要包括钝化膜的形成、粘附、腐蚀和溶解[26 ] .在含有LiPF6 的电解液中,由于HF的存在,铜集流体表面由氧化铜等无机化合物组成的氧化膜会受到腐蚀,自发地形成钝化膜[34 ] .由于电解液中可能含有微量的水杂质,水和HF会诱导引发各种氧化还原反应,造成铜集流体的腐蚀行为.初步形成的局部腐蚀会引发连锁反应,包括SEI膜的分解、电解液副反应、锂离子的消耗从而进一步加剧腐蚀情况,造成铜集流体的溶解.溶解后的铜离子可以以金属铜的形式重新沉积在负极上,形成铜枝晶,铜枝晶逐渐生长并最终穿透隔膜,导致电池内部短路从而使电流突然增加,致使电池温度迅速上升甚至引发热失控,进而造成灾难性事故. ...
1
... 锂枝晶的生长形成是一个复杂的过程,涉及四个主要领域:电化学、结晶学、热力学和动力学.锂枝晶通常出现在电池充电过程中,是一种金属微观结构[24 ] .负极石墨对锂的嵌入能力是有限的,在反复脱嵌锂充放电循环过程中,若嵌入石墨的锂含量超过其能力范围,则过剩的锂离子便会和石墨中穿梭而来的电子结合,并沉积在石墨表面.从热力学的角度出发,石墨表面与锂晶核的接触角越小,锂沉积模型的整个体相吉布斯自由能越大,所需要的临界过电势就越小,越利于锂沉积过程的进行[27 ] .由于石墨的表面不是完全光滑且尺寸存在差异,导致负极石墨表面粗糙度不均匀,从而更易形成锂枝晶.此外,锂离子在石墨中的扩散效率取决于相对于石墨晶格平面的传输方向[28 ] ,各向异性扩散导致在不同的充电深度上,石墨内部锂离子的浓度分布不均匀[29 ] ,进一步促进了锂枝晶的成长.锂枝晶的形成还与电流密度、环境温度、电解液成分等因素有关,如在高电流密度下,负极石墨表面的锂来不及扩散到电极内部并在电极表面沉淀从而累积成枝晶[30 ] ;低温将促进锂枝晶的生长,原因是低温下的SEI膜厚度较小,界面反应阻力减小而锂离子扩散传质阻力增加[31 ] ;过充状态下,由于负极饱和导致锂离子容易析出与沉积引发锂枝晶的生长[32 ] 等.通常情况下,锂枝晶在负极材料上形成并向正极方向生长,当枝晶生长至一定长度时可刺破及穿透隔膜,连接两个电极造成电池内部短路、副反应增加及体积膨胀等不可逆的损害[25 ] . ...
1
... 锂枝晶的生长形成是一个复杂的过程,涉及四个主要领域:电化学、结晶学、热力学和动力学.锂枝晶通常出现在电池充电过程中,是一种金属微观结构[24 ] .负极石墨对锂的嵌入能力是有限的,在反复脱嵌锂充放电循环过程中,若嵌入石墨的锂含量超过其能力范围,则过剩的锂离子便会和石墨中穿梭而来的电子结合,并沉积在石墨表面.从热力学的角度出发,石墨表面与锂晶核的接触角越小,锂沉积模型的整个体相吉布斯自由能越大,所需要的临界过电势就越小,越利于锂沉积过程的进行[27 ] .由于石墨的表面不是完全光滑且尺寸存在差异,导致负极石墨表面粗糙度不均匀,从而更易形成锂枝晶.此外,锂离子在石墨中的扩散效率取决于相对于石墨晶格平面的传输方向[28 ] ,各向异性扩散导致在不同的充电深度上,石墨内部锂离子的浓度分布不均匀[29 ] ,进一步促进了锂枝晶的成长.锂枝晶的形成还与电流密度、环境温度、电解液成分等因素有关,如在高电流密度下,负极石墨表面的锂来不及扩散到电极内部并在电极表面沉淀从而累积成枝晶[30 ] ;低温将促进锂枝晶的生长,原因是低温下的SEI膜厚度较小,界面反应阻力减小而锂离子扩散传质阻力增加[31 ] ;过充状态下,由于负极饱和导致锂离子容易析出与沉积引发锂枝晶的生长[32 ] 等.通常情况下,锂枝晶在负极材料上形成并向正极方向生长,当枝晶生长至一定长度时可刺破及穿透隔膜,连接两个电极造成电池内部短路、副反应增加及体积膨胀等不可逆的损害[25 ] . ...
1
... 锂枝晶的生长形成是一个复杂的过程,涉及四个主要领域:电化学、结晶学、热力学和动力学.锂枝晶通常出现在电池充电过程中,是一种金属微观结构[24 ] .负极石墨对锂的嵌入能力是有限的,在反复脱嵌锂充放电循环过程中,若嵌入石墨的锂含量超过其能力范围,则过剩的锂离子便会和石墨中穿梭而来的电子结合,并沉积在石墨表面.从热力学的角度出发,石墨表面与锂晶核的接触角越小,锂沉积模型的整个体相吉布斯自由能越大,所需要的临界过电势就越小,越利于锂沉积过程的进行[27 ] .由于石墨的表面不是完全光滑且尺寸存在差异,导致负极石墨表面粗糙度不均匀,从而更易形成锂枝晶.此外,锂离子在石墨中的扩散效率取决于相对于石墨晶格平面的传输方向[28 ] ,各向异性扩散导致在不同的充电深度上,石墨内部锂离子的浓度分布不均匀[29 ] ,进一步促进了锂枝晶的成长.锂枝晶的形成还与电流密度、环境温度、电解液成分等因素有关,如在高电流密度下,负极石墨表面的锂来不及扩散到电极内部并在电极表面沉淀从而累积成枝晶[30 ] ;低温将促进锂枝晶的生长,原因是低温下的SEI膜厚度较小,界面反应阻力减小而锂离子扩散传质阻力增加[31 ] ;过充状态下,由于负极饱和导致锂离子容易析出与沉积引发锂枝晶的生长[32 ] 等.通常情况下,锂枝晶在负极材料上形成并向正极方向生长,当枝晶生长至一定长度时可刺破及穿透隔膜,连接两个电极造成电池内部短路、副反应增加及体积膨胀等不可逆的损害[25 ] . ...
1
... 锂枝晶的生长形成是一个复杂的过程,涉及四个主要领域:电化学、结晶学、热力学和动力学.锂枝晶通常出现在电池充电过程中,是一种金属微观结构[24 ] .负极石墨对锂的嵌入能力是有限的,在反复脱嵌锂充放电循环过程中,若嵌入石墨的锂含量超过其能力范围,则过剩的锂离子便会和石墨中穿梭而来的电子结合,并沉积在石墨表面.从热力学的角度出发,石墨表面与锂晶核的接触角越小,锂沉积模型的整个体相吉布斯自由能越大,所需要的临界过电势就越小,越利于锂沉积过程的进行[27 ] .由于石墨的表面不是完全光滑且尺寸存在差异,导致负极石墨表面粗糙度不均匀,从而更易形成锂枝晶.此外,锂离子在石墨中的扩散效率取决于相对于石墨晶格平面的传输方向[28 ] ,各向异性扩散导致在不同的充电深度上,石墨内部锂离子的浓度分布不均匀[29 ] ,进一步促进了锂枝晶的成长.锂枝晶的形成还与电流密度、环境温度、电解液成分等因素有关,如在高电流密度下,负极石墨表面的锂来不及扩散到电极内部并在电极表面沉淀从而累积成枝晶[30 ] ;低温将促进锂枝晶的生长,原因是低温下的SEI膜厚度较小,界面反应阻力减小而锂离子扩散传质阻力增加[31 ] ;过充状态下,由于负极饱和导致锂离子容易析出与沉积引发锂枝晶的生长[32 ] 等.通常情况下,锂枝晶在负极材料上形成并向正极方向生长,当枝晶生长至一定长度时可刺破及穿透隔膜,连接两个电极造成电池内部短路、副反应增加及体积膨胀等不可逆的损害[25 ] . ...
1
... 锂枝晶的生长形成是一个复杂的过程,涉及四个主要领域:电化学、结晶学、热力学和动力学.锂枝晶通常出现在电池充电过程中,是一种金属微观结构[24 ] .负极石墨对锂的嵌入能力是有限的,在反复脱嵌锂充放电循环过程中,若嵌入石墨的锂含量超过其能力范围,则过剩的锂离子便会和石墨中穿梭而来的电子结合,并沉积在石墨表面.从热力学的角度出发,石墨表面与锂晶核的接触角越小,锂沉积模型的整个体相吉布斯自由能越大,所需要的临界过电势就越小,越利于锂沉积过程的进行[27 ] .由于石墨的表面不是完全光滑且尺寸存在差异,导致负极石墨表面粗糙度不均匀,从而更易形成锂枝晶.此外,锂离子在石墨中的扩散效率取决于相对于石墨晶格平面的传输方向[28 ] ,各向异性扩散导致在不同的充电深度上,石墨内部锂离子的浓度分布不均匀[29 ] ,进一步促进了锂枝晶的成长.锂枝晶的形成还与电流密度、环境温度、电解液成分等因素有关,如在高电流密度下,负极石墨表面的锂来不及扩散到电极内部并在电极表面沉淀从而累积成枝晶[30 ] ;低温将促进锂枝晶的生长,原因是低温下的SEI膜厚度较小,界面反应阻力减小而锂离子扩散传质阻力增加[31 ] ;过充状态下,由于负极饱和导致锂离子容易析出与沉积引发锂枝晶的生长[32 ] 等.通常情况下,锂枝晶在负极材料上形成并向正极方向生长,当枝晶生长至一定长度时可刺破及穿透隔膜,连接两个电极造成电池内部短路、副反应增加及体积膨胀等不可逆的损害[25 ] . ...
1
... 锂枝晶的生长形成是一个复杂的过程,涉及四个主要领域:电化学、结晶学、热力学和动力学.锂枝晶通常出现在电池充电过程中,是一种金属微观结构[24 ] .负极石墨对锂的嵌入能力是有限的,在反复脱嵌锂充放电循环过程中,若嵌入石墨的锂含量超过其能力范围,则过剩的锂离子便会和石墨中穿梭而来的电子结合,并沉积在石墨表面.从热力学的角度出发,石墨表面与锂晶核的接触角越小,锂沉积模型的整个体相吉布斯自由能越大,所需要的临界过电势就越小,越利于锂沉积过程的进行[27 ] .由于石墨的表面不是完全光滑且尺寸存在差异,导致负极石墨表面粗糙度不均匀,从而更易形成锂枝晶.此外,锂离子在石墨中的扩散效率取决于相对于石墨晶格平面的传输方向[28 ] ,各向异性扩散导致在不同的充电深度上,石墨内部锂离子的浓度分布不均匀[29 ] ,进一步促进了锂枝晶的成长.锂枝晶的形成还与电流密度、环境温度、电解液成分等因素有关,如在高电流密度下,负极石墨表面的锂来不及扩散到电极内部并在电极表面沉淀从而累积成枝晶[30 ] ;低温将促进锂枝晶的生长,原因是低温下的SEI膜厚度较小,界面反应阻力减小而锂离子扩散传质阻力增加[31 ] ;过充状态下,由于负极饱和导致锂离子容易析出与沉积引发锂枝晶的生长[32 ] 等.通常情况下,锂枝晶在负极材料上形成并向正极方向生长,当枝晶生长至一定长度时可刺破及穿透隔膜,连接两个电极造成电池内部短路、副反应增加及体积膨胀等不可逆的损害[25 ] . ...
1
... 铜由于其高导电性、高电化学稳定性和良好的力学性能,是目前商用锂离子电池中最常用的负极集流体,在电极材料与外部电路之间的电子交换中起着重要的作用.铜集流体在投入商用锂电池使用前,会通过酸碱腐蚀、耐蚀涂层、导电涂层等预处理以提高其附着力和降低腐蚀速率[33 ] .即便如此,在实际的反复充放电循环过程中铜集流体仍会受到损害,主要包括钝化膜的形成、粘附、腐蚀和溶解[26 ] .在含有LiPF6 的电解液中,由于HF的存在,铜集流体表面由氧化铜等无机化合物组成的氧化膜会受到腐蚀,自发地形成钝化膜[34 ] .由于电解液中可能含有微量的水杂质,水和HF会诱导引发各种氧化还原反应,造成铜集流体的腐蚀行为.初步形成的局部腐蚀会引发连锁反应,包括SEI膜的分解、电解液副反应、锂离子的消耗从而进一步加剧腐蚀情况,造成铜集流体的溶解.溶解后的铜离子可以以金属铜的形式重新沉积在负极上,形成铜枝晶,铜枝晶逐渐生长并最终穿透隔膜,导致电池内部短路从而使电流突然增加,致使电池温度迅速上升甚至引发热失控,进而造成灾难性事故. ...
1
... 铜由于其高导电性、高电化学稳定性和良好的力学性能,是目前商用锂离子电池中最常用的负极集流体,在电极材料与外部电路之间的电子交换中起着重要的作用.铜集流体在投入商用锂电池使用前,会通过酸碱腐蚀、耐蚀涂层、导电涂层等预处理以提高其附着力和降低腐蚀速率[33 ] .即便如此,在实际的反复充放电循环过程中铜集流体仍会受到损害,主要包括钝化膜的形成、粘附、腐蚀和溶解[26 ] .在含有LiPF6 的电解液中,由于HF的存在,铜集流体表面由氧化铜等无机化合物组成的氧化膜会受到腐蚀,自发地形成钝化膜[34 ] .由于电解液中可能含有微量的水杂质,水和HF会诱导引发各种氧化还原反应,造成铜集流体的腐蚀行为.初步形成的局部腐蚀会引发连锁反应,包括SEI膜的分解、电解液副反应、锂离子的消耗从而进一步加剧腐蚀情况,造成铜集流体的溶解.溶解后的铜离子可以以金属铜的形式重新沉积在负极上,形成铜枝晶,铜枝晶逐渐生长并最终穿透隔膜,导致电池内部短路从而使电流突然增加,致使电池温度迅速上升甚至引发热失控,进而造成灾难性事故. ...
1
... 负极石墨颗粒在锂电池的长期循环过程中会发生结构和形貌的变化,如体积膨胀、表面裂纹以及颗粒破碎等[35 ] .由于实际中的SEI膜,不仅锂离子可以通过,阴离子、阳离子以及溶剂中的杂质等也可通过.随着插层过程中杂质的不断积累,石墨颗粒会发生体积膨胀,从而导致SEI膜的破裂及二次生长以及电解质的消耗和内阻增加,进而引起电池热失控[36 ] .然而,负极石墨体积膨胀并不能完全用石墨颗粒表面SEI层的生长来解释.在循环过程中,脱嵌锂过程中所产生的应力会引起裂纹的产生[37 ] ,裂纹沿着多晶石墨的晶界扩散,加剧了石墨颗粒的体积膨胀及破碎脱落.溶剂化的锂离子和有机溶剂被嵌入到石墨层之间,有机溶剂通过石墨层之间的氧化还原反应产生气体,而气体的存在进一步扩大了对石墨颗粒的损害,导致石墨颗粒的破裂和脱落[38 ] .除此之外,破碎后的石墨表面还会残留部分杂质如有机黏结剂、炭黑等,为后续处理增加了难度[39 ] . ...
2
... 负极石墨颗粒在锂电池的长期循环过程中会发生结构和形貌的变化,如体积膨胀、表面裂纹以及颗粒破碎等[35 ] .由于实际中的SEI膜,不仅锂离子可以通过,阴离子、阳离子以及溶剂中的杂质等也可通过.随着插层过程中杂质的不断积累,石墨颗粒会发生体积膨胀,从而导致SEI膜的破裂及二次生长以及电解质的消耗和内阻增加,进而引起电池热失控[36 ] .然而,负极石墨体积膨胀并不能完全用石墨颗粒表面SEI层的生长来解释.在循环过程中,脱嵌锂过程中所产生的应力会引起裂纹的产生[37 ] ,裂纹沿着多晶石墨的晶界扩散,加剧了石墨颗粒的体积膨胀及破碎脱落.溶剂化的锂离子和有机溶剂被嵌入到石墨层之间,有机溶剂通过石墨层之间的氧化还原反应产生气体,而气体的存在进一步扩大了对石墨颗粒的损害,导致石墨颗粒的破裂和脱落[38 ] .除此之外,破碎后的石墨表面还会残留部分杂质如有机黏结剂、炭黑等,为后续处理增加了难度[39 ] . ...
... 石墨材料的整体结构相对稳定,在短期充放电过程中变化较小,但其表面结构会受到一定程度的衰减.当石墨电极进行较深程度的锂脱嵌时,材料表面结构的无序程度会降低,特别是当电极在完全脱嵌锂的电压范围内循环时,电极的表面结构几乎不会衰减.但当石墨电极脱锂程度不完全时,材料的表面结构会出现最严重的衰减,无序程度会显著增加.此外,石墨表面结构衰减发生在石墨表面的位置是非均匀分布的.当石墨材料处于锂插入初期,石墨层边缘位置相对于内部位置有较高的锂离子浓度,因此在石墨鳞片边缘会产生巨大的应力.以往的研究表明,在可充电锂离子电池中,负极石墨在长期循环后通常会出现严重的表面结构损伤.Li等[36 ] 研究了柱状电极石墨在充放电循环下的形态变化,经过286次循环后,阳极表面出现了大量的深层裂纹,并出现了肉眼可检测到厚度的钝化膜.在大电流充电和高温条件下,结构损伤尤为严重.在锂离子的插入和提取过程中,粒子体积的变化会产生应变差[39 ] ,且随着周期的增加,体积变化持续积累并在颗粒内部产生应力.随后,裂纹优先在颗粒晶界处扩展,导致阳极石墨的机械失效(图4 )[37 ] .裂纹的积累最终会导致部分石墨薄片脱落,薄片之间形成空腔,空腔内充满电解液溶液,降低石墨片层间力,进一步加剧石墨片的脱落. ...
4
... 负极石墨颗粒在锂电池的长期循环过程中会发生结构和形貌的变化,如体积膨胀、表面裂纹以及颗粒破碎等[35 ] .由于实际中的SEI膜,不仅锂离子可以通过,阴离子、阳离子以及溶剂中的杂质等也可通过.随着插层过程中杂质的不断积累,石墨颗粒会发生体积膨胀,从而导致SEI膜的破裂及二次生长以及电解质的消耗和内阻增加,进而引起电池热失控[36 ] .然而,负极石墨体积膨胀并不能完全用石墨颗粒表面SEI层的生长来解释.在循环过程中,脱嵌锂过程中所产生的应力会引起裂纹的产生[37 ] ,裂纹沿着多晶石墨的晶界扩散,加剧了石墨颗粒的体积膨胀及破碎脱落.溶剂化的锂离子和有机溶剂被嵌入到石墨层之间,有机溶剂通过石墨层之间的氧化还原反应产生气体,而气体的存在进一步扩大了对石墨颗粒的损害,导致石墨颗粒的破裂和脱落[38 ] .除此之外,破碎后的石墨表面还会残留部分杂质如有机黏结剂、炭黑等,为后续处理增加了难度[39 ] . ...
... 石墨材料的整体结构相对稳定,在短期充放电过程中变化较小,但其表面结构会受到一定程度的衰减.当石墨电极进行较深程度的锂脱嵌时,材料表面结构的无序程度会降低,特别是当电极在完全脱嵌锂的电压范围内循环时,电极的表面结构几乎不会衰减.但当石墨电极脱锂程度不完全时,材料的表面结构会出现最严重的衰减,无序程度会显著增加.此外,石墨表面结构衰减发生在石墨表面的位置是非均匀分布的.当石墨材料处于锂插入初期,石墨层边缘位置相对于内部位置有较高的锂离子浓度,因此在石墨鳞片边缘会产生巨大的应力.以往的研究表明,在可充电锂离子电池中,负极石墨在长期循环后通常会出现严重的表面结构损伤.Li等[36 ] 研究了柱状电极石墨在充放电循环下的形态变化,经过286次循环后,阳极表面出现了大量的深层裂纹,并出现了肉眼可检测到厚度的钝化膜.在大电流充电和高温条件下,结构损伤尤为严重.在锂离子的插入和提取过程中,粒子体积的变化会产生应变差[39 ] ,且随着周期的增加,体积变化持续积累并在颗粒内部产生应力.随后,裂纹优先在颗粒晶界处扩展,导致阳极石墨的机械失效(图4 )[37 ] .裂纹的积累最终会导致部分石墨薄片脱落,薄片之间形成空腔,空腔内充满电解液溶液,降低石墨片层间力,进一步加剧石墨片的脱落. ...
... [
37 ]
Common cracks on anode graphite surface of spent lithium ions batteries<sup>[<xref ref-type="bibr" rid="R37">37</xref>]</sup> Fig. 4 ![]()
<strong>2.3</strong> 杂质掺杂 电池生产过程中,负极石墨材料通过黏结剂粘附于铜集流体上,且在电池充放电过程中,SEI膜会覆盖在负极材料表面.目前的研究已经证明,电池失效后的负极石墨中含有多种杂质,杂质的种类和含量都不是固定的,与电池类型以及实际失效原因有关.由于黏结剂性质较为稳定且与电极材料关系密切,黏结剂是负极石墨材料中最常见的杂质,在SEM图像中可直接观察到相关的黏结剂杂质(图5 )[39 ] .除此之外,由于电池使用期间的自放电、氢氟酸腐蚀、有机溶剂的分解以及副反应产物在负极上沉积等问题,废旧锂离子电池负极石墨上的SEI膜成分极为复杂,废旧石墨表面不仅含有残留的锂离子还有大量电解液分解产物的沉积[45 ] .集流体的腐蚀以及铜枝晶的形成也会不可避免地掺入废旧石墨中,Yang等[48 ] 通过ICP-OES测试了煅烧后的废旧石墨,发现其中锂、铝和铜的含量(质量分数)分别为0.47%、0.33%和0.59%. ...
... [
37 ]
Fig. 4 ![]()
<strong>2.3</strong> 杂质掺杂 电池生产过程中,负极石墨材料通过黏结剂粘附于铜集流体上,且在电池充放电过程中,SEI膜会覆盖在负极材料表面.目前的研究已经证明,电池失效后的负极石墨中含有多种杂质,杂质的种类和含量都不是固定的,与电池类型以及实际失效原因有关.由于黏结剂性质较为稳定且与电极材料关系密切,黏结剂是负极石墨材料中最常见的杂质,在SEM图像中可直接观察到相关的黏结剂杂质(图5 )[39 ] .除此之外,由于电池使用期间的自放电、氢氟酸腐蚀、有机溶剂的分解以及副反应产物在负极上沉积等问题,废旧锂离子电池负极石墨上的SEI膜成分极为复杂,废旧石墨表面不仅含有残留的锂离子还有大量电解液分解产物的沉积[45 ] .集流体的腐蚀以及铜枝晶的形成也会不可避免地掺入废旧石墨中,Yang等[48 ] 通过ICP-OES测试了煅烧后的废旧石墨,发现其中锂、铝和铜的含量(质量分数)分别为0.47%、0.33%和0.59%. ...
1
... 负极石墨颗粒在锂电池的长期循环过程中会发生结构和形貌的变化,如体积膨胀、表面裂纹以及颗粒破碎等[35 ] .由于实际中的SEI膜,不仅锂离子可以通过,阴离子、阳离子以及溶剂中的杂质等也可通过.随着插层过程中杂质的不断积累,石墨颗粒会发生体积膨胀,从而导致SEI膜的破裂及二次生长以及电解质的消耗和内阻增加,进而引起电池热失控[36 ] .然而,负极石墨体积膨胀并不能完全用石墨颗粒表面SEI层的生长来解释.在循环过程中,脱嵌锂过程中所产生的应力会引起裂纹的产生[37 ] ,裂纹沿着多晶石墨的晶界扩散,加剧了石墨颗粒的体积膨胀及破碎脱落.溶剂化的锂离子和有机溶剂被嵌入到石墨层之间,有机溶剂通过石墨层之间的氧化还原反应产生气体,而气体的存在进一步扩大了对石墨颗粒的损害,导致石墨颗粒的破裂和脱落[38 ] .除此之外,破碎后的石墨表面还会残留部分杂质如有机黏结剂、炭黑等,为后续处理增加了难度[39 ] . ...
5
... 负极石墨颗粒在锂电池的长期循环过程中会发生结构和形貌的变化,如体积膨胀、表面裂纹以及颗粒破碎等[35 ] .由于实际中的SEI膜,不仅锂离子可以通过,阴离子、阳离子以及溶剂中的杂质等也可通过.随着插层过程中杂质的不断积累,石墨颗粒会发生体积膨胀,从而导致SEI膜的破裂及二次生长以及电解质的消耗和内阻增加,进而引起电池热失控[36 ] .然而,负极石墨体积膨胀并不能完全用石墨颗粒表面SEI层的生长来解释.在循环过程中,脱嵌锂过程中所产生的应力会引起裂纹的产生[37 ] ,裂纹沿着多晶石墨的晶界扩散,加剧了石墨颗粒的体积膨胀及破碎脱落.溶剂化的锂离子和有机溶剂被嵌入到石墨层之间,有机溶剂通过石墨层之间的氧化还原反应产生气体,而气体的存在进一步扩大了对石墨颗粒的损害,导致石墨颗粒的破裂和脱落[38 ] .除此之外,破碎后的石墨表面还会残留部分杂质如有机黏结剂、炭黑等,为后续处理增加了难度[39 ] . ...
... 石墨材料的整体结构相对稳定,在短期充放电过程中变化较小,但其表面结构会受到一定程度的衰减.当石墨电极进行较深程度的锂脱嵌时,材料表面结构的无序程度会降低,特别是当电极在完全脱嵌锂的电压范围内循环时,电极的表面结构几乎不会衰减.但当石墨电极脱锂程度不完全时,材料的表面结构会出现最严重的衰减,无序程度会显著增加.此外,石墨表面结构衰减发生在石墨表面的位置是非均匀分布的.当石墨材料处于锂插入初期,石墨层边缘位置相对于内部位置有较高的锂离子浓度,因此在石墨鳞片边缘会产生巨大的应力.以往的研究表明,在可充电锂离子电池中,负极石墨在长期循环后通常会出现严重的表面结构损伤.Li等[36 ] 研究了柱状电极石墨在充放电循环下的形态变化,经过286次循环后,阳极表面出现了大量的深层裂纹,并出现了肉眼可检测到厚度的钝化膜.在大电流充电和高温条件下,结构损伤尤为严重.在锂离子的插入和提取过程中,粒子体积的变化会产生应变差[39 ] ,且随着周期的增加,体积变化持续积累并在颗粒内部产生应力.随后,裂纹优先在颗粒晶界处扩展,导致阳极石墨的机械失效(图4 )[37 ] .裂纹的积累最终会导致部分石墨薄片脱落,薄片之间形成空腔,空腔内充满电解液溶液,降低石墨片层间力,进一步加剧石墨片的脱落. ...
... 电池生产过程中,负极石墨材料通过黏结剂粘附于铜集流体上,且在电池充放电过程中,SEI膜会覆盖在负极材料表面.目前的研究已经证明,电池失效后的负极石墨中含有多种杂质,杂质的种类和含量都不是固定的,与电池类型以及实际失效原因有关.由于黏结剂性质较为稳定且与电极材料关系密切,黏结剂是负极石墨材料中最常见的杂质,在SEM图像中可直接观察到相关的黏结剂杂质(图5 )[39 ] .除此之外,由于电池使用期间的自放电、氢氟酸腐蚀、有机溶剂的分解以及副反应产物在负极上沉积等问题,废旧锂离子电池负极石墨上的SEI膜成分极为复杂,废旧石墨表面不仅含有残留的锂离子还有大量电解液分解产物的沉积[45 ] .集流体的腐蚀以及铜枝晶的形成也会不可避免地掺入废旧石墨中,Yang等[48 ] 通过ICP-OES测试了煅烧后的废旧石墨,发现其中锂、铝和铜的含量(质量分数)分别为0.47%、0.33%和0.59%. ...
... [
39 ]
SEM image of the graphite anode from spent LIBs<sup>[<xref ref-type="bibr" rid="R39">39</xref>]</sup> Fig. 5 ![]()
综上所述,废旧锂电池中的负极石墨仍能保持完整的层状结构,但由于层间范德华力减弱,其层间距相对初始石墨会有所增加.由于失效原因的多样性,废旧石墨表面还会产生裂纹以及外部片层脱落的情况,并且电池其他部分也可能会掺入负极石墨,造成杂质影响.关于废旧锂离子电池中负极石墨的预处理以及回收利用将在第3部分详细讨论. ...
... [
39 ]
Fig. 5 ![]()
综上所述,废旧锂电池中的负极石墨仍能保持完整的层状结构,但由于层间范德华力减弱,其层间距相对初始石墨会有所增加.由于失效原因的多样性,废旧石墨表面还会产生裂纹以及外部片层脱落的情况,并且电池其他部分也可能会掺入负极石墨,造成杂质影响.关于废旧锂离子电池中负极石墨的预处理以及回收利用将在第3部分详细讨论. ...
5
... 典型的初始负极石墨呈现出明显的层状结构,石墨片层间通过相对较弱的范德华力和π—π键相互作用相连,使得某些离子和分子易于嵌入和脱出.充电过程中,锂离子穿过电解质透过薄膜从正极扩散到负极,放电过程则相反.锂离子电池的充放电过程涉及电化学-机械耦合作用,由原子微结构吸收或释放离子的嵌入反应驱动.正负极间的电势差驱使锂离子从一个电极迁移至另一个电极,外部电子导体用来维持电池整体的电中性.如图3 (a)和3 (b)所示,锂离子在电极材料中的插入和脱嵌会导致电极颗粒体积膨胀变形[40 ] ,引发不均匀的机械应力和应变从而对负极石墨造成机械损伤.在锂离子电化学插层扩散过程中,石墨片层会产生微小的相对滑动以容纳嵌入的锂离子,此过程会导致石墨材料晶格结构的变化.负极石墨从初始堆叠的ABABA序列经过多次复杂的转化最终成为完全插层的锂化状态[图3 (c)][41 ] .锂离子在石墨材料内部反复脱嵌插层,也会逐步导致石墨片层间距增大,原始石墨层间距约为0.335 nm[42 ] ,而从废旧锂离子电池中回收的负极石墨材料层间距明显增加(0.3703 nm[43 ] 、0.338 nm[44 ] ,0.337 nm[45 ] ,0.336 nm[46 ] ,0.345 nm[47 ] ).负极石墨层间距的增加幅度并不是统一的,这是因为废旧锂离子电池失效机制复杂多样,无法保证规则的统一变化,尽管如此,废旧锂离子电池负极石墨仍可保持整体的石墨结构[45 ] . ...
... [
40 ];
(b) 完全充电状态
[40 ] ;
(c) 锂化石墨的结构转化图
( 灰色为碳,绿色为锂
) [41 ] Schematic of a charging process of a Li-ion battery, consisting of current collectors, anode, cathode, and separator (a) Onset of charging in the discharged state<sup>[<xref ref-type="bibr" rid="R40">40</xref>]</sup>; (b) Fully charged state<sup>[<xref ref-type="bibr" rid="R40">40</xref>]</sup>; (c) Illustration of the structural transformations in lithiated graphite (The gray and green spheres represent carbon and lithium, respectively)<sup>[<xref ref-type="bibr" rid="R41">41</xref>]</sup> Fig. 3 ![]()
<strong>2.2</strong> 表面裂纹及脱落 石墨材料的整体结构相对稳定,在短期充放电过程中变化较小,但其表面结构会受到一定程度的衰减.当石墨电极进行较深程度的锂脱嵌时,材料表面结构的无序程度会降低,特别是当电极在完全脱嵌锂的电压范围内循环时,电极的表面结构几乎不会衰减.但当石墨电极脱锂程度不完全时,材料的表面结构会出现最严重的衰减,无序程度会显著增加.此外,石墨表面结构衰减发生在石墨表面的位置是非均匀分布的.当石墨材料处于锂插入初期,石墨层边缘位置相对于内部位置有较高的锂离子浓度,因此在石墨鳞片边缘会产生巨大的应力.以往的研究表明,在可充电锂离子电池中,负极石墨在长期循环后通常会出现严重的表面结构损伤.Li等[36 ] 研究了柱状电极石墨在充放电循环下的形态变化,经过286次循环后,阳极表面出现了大量的深层裂纹,并出现了肉眼可检测到厚度的钝化膜.在大电流充电和高温条件下,结构损伤尤为严重.在锂离子的插入和提取过程中,粒子体积的变化会产生应变差[39 ] ,且随着周期的增加,体积变化持续积累并在颗粒内部产生应力.随后,裂纹优先在颗粒晶界处扩展,导致阳极石墨的机械失效(图4 )[37 ] .裂纹的积累最终会导致部分石墨薄片脱落,薄片之间形成空腔,空腔内充满电解液溶液,降低石墨片层间力,进一步加剧石墨片的脱落. ...
... [
40 ];
(c) 锂化石墨的结构转化图
( 灰色为碳,绿色为锂
) [41 ] Schematic of a charging process of a Li-ion battery, consisting of current collectors, anode, cathode, and separator (a) Onset of charging in the discharged state<sup>[<xref ref-type="bibr" rid="R40">40</xref>]</sup>; (b) Fully charged state<sup>[<xref ref-type="bibr" rid="R40">40</xref>]</sup>; (c) Illustration of the structural transformations in lithiated graphite (The gray and green spheres represent carbon and lithium, respectively)<sup>[<xref ref-type="bibr" rid="R41">41</xref>]</sup> Fig. 3 ![]()
<strong>2.2</strong> 表面裂纹及脱落 石墨材料的整体结构相对稳定,在短期充放电过程中变化较小,但其表面结构会受到一定程度的衰减.当石墨电极进行较深程度的锂脱嵌时,材料表面结构的无序程度会降低,特别是当电极在完全脱嵌锂的电压范围内循环时,电极的表面结构几乎不会衰减.但当石墨电极脱锂程度不完全时,材料的表面结构会出现最严重的衰减,无序程度会显著增加.此外,石墨表面结构衰减发生在石墨表面的位置是非均匀分布的.当石墨材料处于锂插入初期,石墨层边缘位置相对于内部位置有较高的锂离子浓度,因此在石墨鳞片边缘会产生巨大的应力.以往的研究表明,在可充电锂离子电池中,负极石墨在长期循环后通常会出现严重的表面结构损伤.Li等[36 ] 研究了柱状电极石墨在充放电循环下的形态变化,经过286次循环后,阳极表面出现了大量的深层裂纹,并出现了肉眼可检测到厚度的钝化膜.在大电流充电和高温条件下,结构损伤尤为严重.在锂离子的插入和提取过程中,粒子体积的变化会产生应变差[39 ] ,且随着周期的增加,体积变化持续积累并在颗粒内部产生应力.随后,裂纹优先在颗粒晶界处扩展,导致阳极石墨的机械失效(图4 )[37 ] .裂纹的积累最终会导致部分石墨薄片脱落,薄片之间形成空腔,空腔内充满电解液溶液,降低石墨片层间力,进一步加剧石墨片的脱落. ...
... [
40 ]; (b) Fully charged state
[40 ] ; (c) Illustration of the structural transformations in lithiated graphite (The gray and green spheres represent carbon and lithium, respectively)
[41 ] Fig. 3 ![]()
<strong>2.2</strong> 表面裂纹及脱落 石墨材料的整体结构相对稳定,在短期充放电过程中变化较小,但其表面结构会受到一定程度的衰减.当石墨电极进行较深程度的锂脱嵌时,材料表面结构的无序程度会降低,特别是当电极在完全脱嵌锂的电压范围内循环时,电极的表面结构几乎不会衰减.但当石墨电极脱锂程度不完全时,材料的表面结构会出现最严重的衰减,无序程度会显著增加.此外,石墨表面结构衰减发生在石墨表面的位置是非均匀分布的.当石墨材料处于锂插入初期,石墨层边缘位置相对于内部位置有较高的锂离子浓度,因此在石墨鳞片边缘会产生巨大的应力.以往的研究表明,在可充电锂离子电池中,负极石墨在长期循环后通常会出现严重的表面结构损伤.Li等[36 ] 研究了柱状电极石墨在充放电循环下的形态变化,经过286次循环后,阳极表面出现了大量的深层裂纹,并出现了肉眼可检测到厚度的钝化膜.在大电流充电和高温条件下,结构损伤尤为严重.在锂离子的插入和提取过程中,粒子体积的变化会产生应变差[39 ] ,且随着周期的增加,体积变化持续积累并在颗粒内部产生应力.随后,裂纹优先在颗粒晶界处扩展,导致阳极石墨的机械失效(图4 )[37 ] .裂纹的积累最终会导致部分石墨薄片脱落,薄片之间形成空腔,空腔内充满电解液溶液,降低石墨片层间力,进一步加剧石墨片的脱落. ...
... [
40 ]; (c) Illustration of the structural transformations in lithiated graphite (The gray and green spheres represent carbon and lithium, respectively)
[41 ] Fig. 3 ![]()
<strong>2.2</strong> 表面裂纹及脱落 石墨材料的整体结构相对稳定,在短期充放电过程中变化较小,但其表面结构会受到一定程度的衰减.当石墨电极进行较深程度的锂脱嵌时,材料表面结构的无序程度会降低,特别是当电极在完全脱嵌锂的电压范围内循环时,电极的表面结构几乎不会衰减.但当石墨电极脱锂程度不完全时,材料的表面结构会出现最严重的衰减,无序程度会显著增加.此外,石墨表面结构衰减发生在石墨表面的位置是非均匀分布的.当石墨材料处于锂插入初期,石墨层边缘位置相对于内部位置有较高的锂离子浓度,因此在石墨鳞片边缘会产生巨大的应力.以往的研究表明,在可充电锂离子电池中,负极石墨在长期循环后通常会出现严重的表面结构损伤.Li等[36 ] 研究了柱状电极石墨在充放电循环下的形态变化,经过286次循环后,阳极表面出现了大量的深层裂纹,并出现了肉眼可检测到厚度的钝化膜.在大电流充电和高温条件下,结构损伤尤为严重.在锂离子的插入和提取过程中,粒子体积的变化会产生应变差[39 ] ,且随着周期的增加,体积变化持续积累并在颗粒内部产生应力.随后,裂纹优先在颗粒晶界处扩展,导致阳极石墨的机械失效(图4 )[37 ] .裂纹的积累最终会导致部分石墨薄片脱落,薄片之间形成空腔,空腔内充满电解液溶液,降低石墨片层间力,进一步加剧石墨片的脱落. ...
3
... 典型的初始负极石墨呈现出明显的层状结构,石墨片层间通过相对较弱的范德华力和π—π键相互作用相连,使得某些离子和分子易于嵌入和脱出.充电过程中,锂离子穿过电解质透过薄膜从正极扩散到负极,放电过程则相反.锂离子电池的充放电过程涉及电化学-机械耦合作用,由原子微结构吸收或释放离子的嵌入反应驱动.正负极间的电势差驱使锂离子从一个电极迁移至另一个电极,外部电子导体用来维持电池整体的电中性.如图3 (a)和3 (b)所示,锂离子在电极材料中的插入和脱嵌会导致电极颗粒体积膨胀变形[40 ] ,引发不均匀的机械应力和应变从而对负极石墨造成机械损伤.在锂离子电化学插层扩散过程中,石墨片层会产生微小的相对滑动以容纳嵌入的锂离子,此过程会导致石墨材料晶格结构的变化.负极石墨从初始堆叠的ABABA序列经过多次复杂的转化最终成为完全插层的锂化状态[图3 (c)][41 ] .锂离子在石墨材料内部反复脱嵌插层,也会逐步导致石墨片层间距增大,原始石墨层间距约为0.335 nm[42 ] ,而从废旧锂离子电池中回收的负极石墨材料层间距明显增加(0.3703 nm[43 ] 、0.338 nm[44 ] ,0.337 nm[45 ] ,0.336 nm[46 ] ,0.345 nm[47 ] ).负极石墨层间距的增加幅度并不是统一的,这是因为废旧锂离子电池失效机制复杂多样,无法保证规则的统一变化,尽管如此,废旧锂离子电池负极石墨仍可保持整体的石墨结构[45 ] . ...
... [
41 ]
Schematic of a charging process of a Li-ion battery, consisting of current collectors, anode, cathode, and separator (a) Onset of charging in the discharged state<sup>[<xref ref-type="bibr" rid="R40">40</xref>]</sup>; (b) Fully charged state<sup>[<xref ref-type="bibr" rid="R40">40</xref>]</sup>; (c) Illustration of the structural transformations in lithiated graphite (The gray and green spheres represent carbon and lithium, respectively)<sup>[<xref ref-type="bibr" rid="R41">41</xref>]</sup> Fig. 3 ![]()
<strong>2.2</strong> 表面裂纹及脱落 石墨材料的整体结构相对稳定,在短期充放电过程中变化较小,但其表面结构会受到一定程度的衰减.当石墨电极进行较深程度的锂脱嵌时,材料表面结构的无序程度会降低,特别是当电极在完全脱嵌锂的电压范围内循环时,电极的表面结构几乎不会衰减.但当石墨电极脱锂程度不完全时,材料的表面结构会出现最严重的衰减,无序程度会显著增加.此外,石墨表面结构衰减发生在石墨表面的位置是非均匀分布的.当石墨材料处于锂插入初期,石墨层边缘位置相对于内部位置有较高的锂离子浓度,因此在石墨鳞片边缘会产生巨大的应力.以往的研究表明,在可充电锂离子电池中,负极石墨在长期循环后通常会出现严重的表面结构损伤.Li等[36 ] 研究了柱状电极石墨在充放电循环下的形态变化,经过286次循环后,阳极表面出现了大量的深层裂纹,并出现了肉眼可检测到厚度的钝化膜.在大电流充电和高温条件下,结构损伤尤为严重.在锂离子的插入和提取过程中,粒子体积的变化会产生应变差[39 ] ,且随着周期的增加,体积变化持续积累并在颗粒内部产生应力.随后,裂纹优先在颗粒晶界处扩展,导致阳极石墨的机械失效(图4 )[37 ] .裂纹的积累最终会导致部分石墨薄片脱落,薄片之间形成空腔,空腔内充满电解液溶液,降低石墨片层间力,进一步加剧石墨片的脱落. ...
... [
41 ]
Fig. 3 ![]()
<strong>2.2</strong> 表面裂纹及脱落 石墨材料的整体结构相对稳定,在短期充放电过程中变化较小,但其表面结构会受到一定程度的衰减.当石墨电极进行较深程度的锂脱嵌时,材料表面结构的无序程度会降低,特别是当电极在完全脱嵌锂的电压范围内循环时,电极的表面结构几乎不会衰减.但当石墨电极脱锂程度不完全时,材料的表面结构会出现最严重的衰减,无序程度会显著增加.此外,石墨表面结构衰减发生在石墨表面的位置是非均匀分布的.当石墨材料处于锂插入初期,石墨层边缘位置相对于内部位置有较高的锂离子浓度,因此在石墨鳞片边缘会产生巨大的应力.以往的研究表明,在可充电锂离子电池中,负极石墨在长期循环后通常会出现严重的表面结构损伤.Li等[36 ] 研究了柱状电极石墨在充放电循环下的形态变化,经过286次循环后,阳极表面出现了大量的深层裂纹,并出现了肉眼可检测到厚度的钝化膜.在大电流充电和高温条件下,结构损伤尤为严重.在锂离子的插入和提取过程中,粒子体积的变化会产生应变差[39 ] ,且随着周期的增加,体积变化持续积累并在颗粒内部产生应力.随后,裂纹优先在颗粒晶界处扩展,导致阳极石墨的机械失效(图4 )[37 ] .裂纹的积累最终会导致部分石墨薄片脱落,薄片之间形成空腔,空腔内充满电解液溶液,降低石墨片层间力,进一步加剧石墨片的脱落. ...
2
... 典型的初始负极石墨呈现出明显的层状结构,石墨片层间通过相对较弱的范德华力和π—π键相互作用相连,使得某些离子和分子易于嵌入和脱出.充电过程中,锂离子穿过电解质透过薄膜从正极扩散到负极,放电过程则相反.锂离子电池的充放电过程涉及电化学-机械耦合作用,由原子微结构吸收或释放离子的嵌入反应驱动.正负极间的电势差驱使锂离子从一个电极迁移至另一个电极,外部电子导体用来维持电池整体的电中性.如图3 (a)和3 (b)所示,锂离子在电极材料中的插入和脱嵌会导致电极颗粒体积膨胀变形[40 ] ,引发不均匀的机械应力和应变从而对负极石墨造成机械损伤.在锂离子电化学插层扩散过程中,石墨片层会产生微小的相对滑动以容纳嵌入的锂离子,此过程会导致石墨材料晶格结构的变化.负极石墨从初始堆叠的ABABA序列经过多次复杂的转化最终成为完全插层的锂化状态[图3 (c)][41 ] .锂离子在石墨材料内部反复脱嵌插层,也会逐步导致石墨片层间距增大,原始石墨层间距约为0.335 nm[42 ] ,而从废旧锂离子电池中回收的负极石墨材料层间距明显增加(0.3703 nm[43 ] 、0.338 nm[44 ] ,0.337 nm[45 ] ,0.336 nm[46 ] ,0.345 nm[47 ] ).负极石墨层间距的增加幅度并不是统一的,这是因为废旧锂离子电池失效机制复杂多样,无法保证规则的统一变化,尽管如此,废旧锂离子电池负极石墨仍可保持整体的石墨结构[45 ] . ...
... 废旧负极石墨经过一定的处理工艺后可修复再生重新应用作为锂离子电池负极材料,这对于锂电池行业的可持续发展具有重要意义.层间距扩大、晶格结构变化以及杂质掺入是废旧锂离子电池失效后的负极石墨的显著特点.高温热处理是去除废旧锂离子电池负极石墨中残留杂质以及恢复废旧石墨晶格结构的常用且有效的方法.Yu等[57 ] 研究了不同热处理温度(2400 ℃、2600 ℃、2800 ℃、3000 ℃)对废旧石墨晶格结构恢复的影响,结果表明废旧石墨的石墨化程度随温度的增加而提高,且石墨层间距逐步降低至接近原始石墨.此外,热处理时间对晶格恢复也有影响,时间越长石墨化程度越高,但反应超6小时后趋于稳定,即高温下(3000 ℃)下反应6小时可以显著消除石墨内应力和达到高度石墨化,所获得的再生石墨具有良好的电化学性能,初始充电容量为325.5 mAh/g,循环1000次后容量保持率为97.3%.虽然高温热解处理可以明显去除废旧石墨中的SEI层以及黏结剂等杂质,但废旧石墨中仍含有较多残留的锂.Markey等[58 ] 进一步证明硼酸溶液预处理后再通过短时间的中等温度退火可以完全去除残留在石墨颗粒中的锂.该方法不仅可以修复废旧石墨的成分/结构缺陷,还能在石墨颗粒表面形成功能性硼掺杂,达到较高的电化学活性和优异的循环稳定性.在恒电流循环下,基于硼掺杂再生石墨的半电池初始容量为330 mAh/g且在100次循环后仍可保持在333 mAh/g.除此之外,Zhang等[55 ] 通过热处理去除废旧石墨中残留的导电剂、黏结剂和增稠剂,然后对回收的石墨进行酚醛树脂涂层包覆处理,涂覆后的再生热解石墨虽然含有残留的乙炔黑和少量的羧甲基纤维素钠热解产物,但对电化学性能影响不大,可满足锂电池的再利用要求[图6 (a)].为了降低高温热处理中的能耗,化学溶剂被用于与热处理相结合.Yang等[48 ] 采用温度较低(400 ℃,500 ℃)的两次煅烧方法对废旧石墨进行预处理,预处理后的废旧负极石墨在1.5 mol/L的盐酸溶液中浸泡1小时,从而实现负极石墨中残留的锂、铜和铝的完全浸出.随后在浸出液中加入碳酸钠,可回收得到高纯度的碳酸锂[图6 (b)].再生石墨表现出良好的电化学性能,在37.2 mA/g、74.4 mA/g和186 mA/g倍率下的初始比容量分别为591 mAh/g、510 mAh/g、335 mAh/g,且在372 mA/g的高速率下循环100次后,其库仑效率和容量保留率分别为100%和97.9%.除了再次应用于锂离子电池电极材料,废旧石墨还可以用于其他储能设备,如锂硫电池、钠离子电池、钾离子电池和超级电容器等[59 -60 ] .机械球磨方法可有效混合废旧石墨与纯硫磺,随后将混合物置于马弗炉中加热12小时,可获得碳-硫复合材料[61 ] .将所制备的复合材料用作锂硫电池的正极材料,电化学测试结果表明其在0.2 C倍率下,初始放电容量高达1377 mAh/g,而在0.5 C倍率下,经过500次循环后的比容量仍保持在756 mAh/g.Liang等[42 ] 将经过简单热解后的废旧石墨直接应用于钠离子电池、钾离子电池中,并详细探索了钠/钾离子的脱嵌机制.通过原位XRD分析准确地揭示了石墨材料的典型阶段模型,包括可见的过渡阶段和Na/K离子脱嵌过程中的不可逆相变.电化学测试结果表明,热解再生后负极石墨性能良好,在钠离子电池中,在2 A/g的倍率下循环1000次后的容量保持率为94.6%,而在钾离子电池中,在0.05 A/g下的可逆容量高达320 mAh/g.Divya等[62 ] 采用固液萃取方法回收废旧石墨,然后再将其作为负极材料制备半电池并在世伟洛克(Swagelok)组件中进行预锂化.预锂化后的废旧石墨作为高能量密度双碳锂离子电容器的正极材料可表现出良好的电化学性能,在室温下的最大能量密度可达185.54 Wh/kg. ...
1
... 典型的初始负极石墨呈现出明显的层状结构,石墨片层间通过相对较弱的范德华力和π—π键相互作用相连,使得某些离子和分子易于嵌入和脱出.充电过程中,锂离子穿过电解质透过薄膜从正极扩散到负极,放电过程则相反.锂离子电池的充放电过程涉及电化学-机械耦合作用,由原子微结构吸收或释放离子的嵌入反应驱动.正负极间的电势差驱使锂离子从一个电极迁移至另一个电极,外部电子导体用来维持电池整体的电中性.如图3 (a)和3 (b)所示,锂离子在电极材料中的插入和脱嵌会导致电极颗粒体积膨胀变形[40 ] ,引发不均匀的机械应力和应变从而对负极石墨造成机械损伤.在锂离子电化学插层扩散过程中,石墨片层会产生微小的相对滑动以容纳嵌入的锂离子,此过程会导致石墨材料晶格结构的变化.负极石墨从初始堆叠的ABABA序列经过多次复杂的转化最终成为完全插层的锂化状态[图3 (c)][41 ] .锂离子在石墨材料内部反复脱嵌插层,也会逐步导致石墨片层间距增大,原始石墨层间距约为0.335 nm[42 ] ,而从废旧锂离子电池中回收的负极石墨材料层间距明显增加(0.3703 nm[43 ] 、0.338 nm[44 ] ,0.337 nm[45 ] ,0.336 nm[46 ] ,0.345 nm[47 ] ).负极石墨层间距的增加幅度并不是统一的,这是因为废旧锂离子电池失效机制复杂多样,无法保证规则的统一变化,尽管如此,废旧锂离子电池负极石墨仍可保持整体的石墨结构[45 ] . ...
2
... 典型的初始负极石墨呈现出明显的层状结构,石墨片层间通过相对较弱的范德华力和π—π键相互作用相连,使得某些离子和分子易于嵌入和脱出.充电过程中,锂离子穿过电解质透过薄膜从正极扩散到负极,放电过程则相反.锂离子电池的充放电过程涉及电化学-机械耦合作用,由原子微结构吸收或释放离子的嵌入反应驱动.正负极间的电势差驱使锂离子从一个电极迁移至另一个电极,外部电子导体用来维持电池整体的电中性.如图3 (a)和3 (b)所示,锂离子在电极材料中的插入和脱嵌会导致电极颗粒体积膨胀变形[40 ] ,引发不均匀的机械应力和应变从而对负极石墨造成机械损伤.在锂离子电化学插层扩散过程中,石墨片层会产生微小的相对滑动以容纳嵌入的锂离子,此过程会导致石墨材料晶格结构的变化.负极石墨从初始堆叠的ABABA序列经过多次复杂的转化最终成为完全插层的锂化状态[图3 (c)][41 ] .锂离子在石墨材料内部反复脱嵌插层,也会逐步导致石墨片层间距增大,原始石墨层间距约为0.335 nm[42 ] ,而从废旧锂离子电池中回收的负极石墨材料层间距明显增加(0.3703 nm[43 ] 、0.338 nm[44 ] ,0.337 nm[45 ] ,0.336 nm[46 ] ,0.345 nm[47 ] ).负极石墨层间距的增加幅度并不是统一的,这是因为废旧锂离子电池失效机制复杂多样,无法保证规则的统一变化,尽管如此,废旧锂离子电池负极石墨仍可保持整体的石墨结构[45 ] . ...
... 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
3
... 典型的初始负极石墨呈现出明显的层状结构,石墨片层间通过相对较弱的范德华力和π—π键相互作用相连,使得某些离子和分子易于嵌入和脱出.充电过程中,锂离子穿过电解质透过薄膜从正极扩散到负极,放电过程则相反.锂离子电池的充放电过程涉及电化学-机械耦合作用,由原子微结构吸收或释放离子的嵌入反应驱动.正负极间的电势差驱使锂离子从一个电极迁移至另一个电极,外部电子导体用来维持电池整体的电中性.如图3 (a)和3 (b)所示,锂离子在电极材料中的插入和脱嵌会导致电极颗粒体积膨胀变形[40 ] ,引发不均匀的机械应力和应变从而对负极石墨造成机械损伤.在锂离子电化学插层扩散过程中,石墨片层会产生微小的相对滑动以容纳嵌入的锂离子,此过程会导致石墨材料晶格结构的变化.负极石墨从初始堆叠的ABABA序列经过多次复杂的转化最终成为完全插层的锂化状态[图3 (c)][41 ] .锂离子在石墨材料内部反复脱嵌插层,也会逐步导致石墨片层间距增大,原始石墨层间距约为0.335 nm[42 ] ,而从废旧锂离子电池中回收的负极石墨材料层间距明显增加(0.3703 nm[43 ] 、0.338 nm[44 ] ,0.337 nm[45 ] ,0.336 nm[46 ] ,0.345 nm[47 ] ).负极石墨层间距的增加幅度并不是统一的,这是因为废旧锂离子电池失效机制复杂多样,无法保证规则的统一变化,尽管如此,废旧锂离子电池负极石墨仍可保持整体的石墨结构[45 ] . ...
... [45 ]. ...
... 电池生产过程中,负极石墨材料通过黏结剂粘附于铜集流体上,且在电池充放电过程中,SEI膜会覆盖在负极材料表面.目前的研究已经证明,电池失效后的负极石墨中含有多种杂质,杂质的种类和含量都不是固定的,与电池类型以及实际失效原因有关.由于黏结剂性质较为稳定且与电极材料关系密切,黏结剂是负极石墨材料中最常见的杂质,在SEM图像中可直接观察到相关的黏结剂杂质(图5 )[39 ] .除此之外,由于电池使用期间的自放电、氢氟酸腐蚀、有机溶剂的分解以及副反应产物在负极上沉积等问题,废旧锂离子电池负极石墨上的SEI膜成分极为复杂,废旧石墨表面不仅含有残留的锂离子还有大量电解液分解产物的沉积[45 ] .集流体的腐蚀以及铜枝晶的形成也会不可避免地掺入废旧石墨中,Yang等[48 ] 通过ICP-OES测试了煅烧后的废旧石墨,发现其中锂、铝和铜的含量(质量分数)分别为0.47%、0.33%和0.59%. ...
1
... 典型的初始负极石墨呈现出明显的层状结构,石墨片层间通过相对较弱的范德华力和π—π键相互作用相连,使得某些离子和分子易于嵌入和脱出.充电过程中,锂离子穿过电解质透过薄膜从正极扩散到负极,放电过程则相反.锂离子电池的充放电过程涉及电化学-机械耦合作用,由原子微结构吸收或释放离子的嵌入反应驱动.正负极间的电势差驱使锂离子从一个电极迁移至另一个电极,外部电子导体用来维持电池整体的电中性.如图3 (a)和3 (b)所示,锂离子在电极材料中的插入和脱嵌会导致电极颗粒体积膨胀变形[40 ] ,引发不均匀的机械应力和应变从而对负极石墨造成机械损伤.在锂离子电化学插层扩散过程中,石墨片层会产生微小的相对滑动以容纳嵌入的锂离子,此过程会导致石墨材料晶格结构的变化.负极石墨从初始堆叠的ABABA序列经过多次复杂的转化最终成为完全插层的锂化状态[图3 (c)][41 ] .锂离子在石墨材料内部反复脱嵌插层,也会逐步导致石墨片层间距增大,原始石墨层间距约为0.335 nm[42 ] ,而从废旧锂离子电池中回收的负极石墨材料层间距明显增加(0.3703 nm[43 ] 、0.338 nm[44 ] ,0.337 nm[45 ] ,0.336 nm[46 ] ,0.345 nm[47 ] ).负极石墨层间距的增加幅度并不是统一的,这是因为废旧锂离子电池失效机制复杂多样,无法保证规则的统一变化,尽管如此,废旧锂离子电池负极石墨仍可保持整体的石墨结构[45 ] . ...
2
... 典型的初始负极石墨呈现出明显的层状结构,石墨片层间通过相对较弱的范德华力和π—π键相互作用相连,使得某些离子和分子易于嵌入和脱出.充电过程中,锂离子穿过电解质透过薄膜从正极扩散到负极,放电过程则相反.锂离子电池的充放电过程涉及电化学-机械耦合作用,由原子微结构吸收或释放离子的嵌入反应驱动.正负极间的电势差驱使锂离子从一个电极迁移至另一个电极,外部电子导体用来维持电池整体的电中性.如图3 (a)和3 (b)所示,锂离子在电极材料中的插入和脱嵌会导致电极颗粒体积膨胀变形[40 ] ,引发不均匀的机械应力和应变从而对负极石墨造成机械损伤.在锂离子电化学插层扩散过程中,石墨片层会产生微小的相对滑动以容纳嵌入的锂离子,此过程会导致石墨材料晶格结构的变化.负极石墨从初始堆叠的ABABA序列经过多次复杂的转化最终成为完全插层的锂化状态[图3 (c)][41 ] .锂离子在石墨材料内部反复脱嵌插层,也会逐步导致石墨片层间距增大,原始石墨层间距约为0.335 nm[42 ] ,而从废旧锂离子电池中回收的负极石墨材料层间距明显增加(0.3703 nm[43 ] 、0.338 nm[44 ] ,0.337 nm[45 ] ,0.336 nm[46 ] ,0.345 nm[47 ] ).负极石墨层间距的增加幅度并不是统一的,这是因为废旧锂离子电池失效机制复杂多样,无法保证规则的统一变化,尽管如此,废旧锂离子电池负极石墨仍可保持整体的石墨结构[45 ] . ...
... 对于广泛存在的黏结剂杂质,由于黏结剂在高温下会发生热分解,所以热处理常常被用来去除废旧石墨中的黏结剂.温度的选取不仅需要考虑到黏结剂的热解温度还应考虑其对负极石墨与铜集流体的影响,温度过高会造成集流体熔化以及石墨结构的受损,温度过低黏结剂又无法完全去除.研究表明,在450 ℃下煅烧15分钟,大部分包覆在负极材料表面的有机黏结剂可被去除[50 ] .Zhang等[55 ] 采用硫酸和过氧化氢溶液浸出与热处理两个步骤,以去除废旧石墨中残留的导电剂黏结剂增稠剂和SEI膜组分.由于酸溶液具有较强的腐蚀性,在操作过程中有一定的危险性,Natarajan等[56 ] 采用极性较强的二甲基甲酰胺溶液在90 ℃下加热以去除石墨中的黏结剂杂质.在拆解分离以及热处理过程中,正极铝集流体和负极铜集流体不可避免地会浸入废旧石墨中,铝可轻松地被硫酸或盐酸溶解,但铜在无氧条件下难以与酸反应,因此Yang等[48 ] 采用两步煅烧法400 ℃为热处理温度,在氩气氛围下保持1小时从而分离石墨与铜箔,又在500 ℃下煅烧石墨以氧化其中残留的铜集流体.为了去除石墨中的残留金属杂质,浸出效率较高的酸溶液常被用于浸出石墨中的金属元素[47 -48 ] ,其中经过1.5 mol/L盐酸浸出1小时后,锂、铜和铝的回收效率可达100%、98.5%和99.2%[48 ] ,但浸出的金属元素还需采用沉淀法回收.简而言之,高温热处理可有效去除废旧石墨中的黏结剂及残留的电解液,但无法去除金属杂质且能耗较高,溶剂法在满足反应条件的基础上对黏结剂杂质与金属杂质都有效,因此能一步去除多种杂质且反应温和、成本低廉和绿色环保的溶剂体系开发应当引起关注. ...
7
... 电池生产过程中,负极石墨材料通过黏结剂粘附于铜集流体上,且在电池充放电过程中,SEI膜会覆盖在负极材料表面.目前的研究已经证明,电池失效后的负极石墨中含有多种杂质,杂质的种类和含量都不是固定的,与电池类型以及实际失效原因有关.由于黏结剂性质较为稳定且与电极材料关系密切,黏结剂是负极石墨材料中最常见的杂质,在SEM图像中可直接观察到相关的黏结剂杂质(图5 )[39 ] .除此之外,由于电池使用期间的自放电、氢氟酸腐蚀、有机溶剂的分解以及副反应产物在负极上沉积等问题,废旧锂离子电池负极石墨上的SEI膜成分极为复杂,废旧石墨表面不仅含有残留的锂离子还有大量电解液分解产物的沉积[45 ] .集流体的腐蚀以及铜枝晶的形成也会不可避免地掺入废旧石墨中,Yang等[48 ] 通过ICP-OES测试了煅烧后的废旧石墨,发现其中锂、铝和铜的含量(质量分数)分别为0.47%、0.33%和0.59%. ...
... 对于广泛存在的黏结剂杂质,由于黏结剂在高温下会发生热分解,所以热处理常常被用来去除废旧石墨中的黏结剂.温度的选取不仅需要考虑到黏结剂的热解温度还应考虑其对负极石墨与铜集流体的影响,温度过高会造成集流体熔化以及石墨结构的受损,温度过低黏结剂又无法完全去除.研究表明,在450 ℃下煅烧15分钟,大部分包覆在负极材料表面的有机黏结剂可被去除[50 ] .Zhang等[55 ] 采用硫酸和过氧化氢溶液浸出与热处理两个步骤,以去除废旧石墨中残留的导电剂黏结剂增稠剂和SEI膜组分.由于酸溶液具有较强的腐蚀性,在操作过程中有一定的危险性,Natarajan等[56 ] 采用极性较强的二甲基甲酰胺溶液在90 ℃下加热以去除石墨中的黏结剂杂质.在拆解分离以及热处理过程中,正极铝集流体和负极铜集流体不可避免地会浸入废旧石墨中,铝可轻松地被硫酸或盐酸溶解,但铜在无氧条件下难以与酸反应,因此Yang等[48 ] 采用两步煅烧法400 ℃为热处理温度,在氩气氛围下保持1小时从而分离石墨与铜箔,又在500 ℃下煅烧石墨以氧化其中残留的铜集流体.为了去除石墨中的残留金属杂质,浸出效率较高的酸溶液常被用于浸出石墨中的金属元素[47 -48 ] ,其中经过1.5 mol/L盐酸浸出1小时后,锂、铜和铝的回收效率可达100%、98.5%和99.2%[48 ] ,但浸出的金属元素还需采用沉淀法回收.简而言之,高温热处理可有效去除废旧石墨中的黏结剂及残留的电解液,但无法去除金属杂质且能耗较高,溶剂法在满足反应条件的基础上对黏结剂杂质与金属杂质都有效,因此能一步去除多种杂质且反应温和、成本低廉和绿色环保的溶剂体系开发应当引起关注. ...
... -48 ],其中经过1.5 mol/L盐酸浸出1小时后,锂、铜和铝的回收效率可达100%、98.5%和99.2%[48 ] ,但浸出的金属元素还需采用沉淀法回收.简而言之,高温热处理可有效去除废旧石墨中的黏结剂及残留的电解液,但无法去除金属杂质且能耗较高,溶剂法在满足反应条件的基础上对黏结剂杂质与金属杂质都有效,因此能一步去除多种杂质且反应温和、成本低廉和绿色环保的溶剂体系开发应当引起关注. ...
... [48 ],但浸出的金属元素还需采用沉淀法回收.简而言之,高温热处理可有效去除废旧石墨中的黏结剂及残留的电解液,但无法去除金属杂质且能耗较高,溶剂法在满足反应条件的基础上对黏结剂杂质与金属杂质都有效,因此能一步去除多种杂质且反应温和、成本低廉和绿色环保的溶剂体系开发应当引起关注. ...
... 废旧负极石墨经过一定的处理工艺后可修复再生重新应用作为锂离子电池负极材料,这对于锂电池行业的可持续发展具有重要意义.层间距扩大、晶格结构变化以及杂质掺入是废旧锂离子电池失效后的负极石墨的显著特点.高温热处理是去除废旧锂离子电池负极石墨中残留杂质以及恢复废旧石墨晶格结构的常用且有效的方法.Yu等[57 ] 研究了不同热处理温度(2400 ℃、2600 ℃、2800 ℃、3000 ℃)对废旧石墨晶格结构恢复的影响,结果表明废旧石墨的石墨化程度随温度的增加而提高,且石墨层间距逐步降低至接近原始石墨.此外,热处理时间对晶格恢复也有影响,时间越长石墨化程度越高,但反应超6小时后趋于稳定,即高温下(3000 ℃)下反应6小时可以显著消除石墨内应力和达到高度石墨化,所获得的再生石墨具有良好的电化学性能,初始充电容量为325.5 mAh/g,循环1000次后容量保持率为97.3%.虽然高温热解处理可以明显去除废旧石墨中的SEI层以及黏结剂等杂质,但废旧石墨中仍含有较多残留的锂.Markey等[58 ] 进一步证明硼酸溶液预处理后再通过短时间的中等温度退火可以完全去除残留在石墨颗粒中的锂.该方法不仅可以修复废旧石墨的成分/结构缺陷,还能在石墨颗粒表面形成功能性硼掺杂,达到较高的电化学活性和优异的循环稳定性.在恒电流循环下,基于硼掺杂再生石墨的半电池初始容量为330 mAh/g且在100次循环后仍可保持在333 mAh/g.除此之外,Zhang等[55 ] 通过热处理去除废旧石墨中残留的导电剂、黏结剂和增稠剂,然后对回收的石墨进行酚醛树脂涂层包覆处理,涂覆后的再生热解石墨虽然含有残留的乙炔黑和少量的羧甲基纤维素钠热解产物,但对电化学性能影响不大,可满足锂电池的再利用要求[图6 (a)].为了降低高温热处理中的能耗,化学溶剂被用于与热处理相结合.Yang等[48 ] 采用温度较低(400 ℃,500 ℃)的两次煅烧方法对废旧石墨进行预处理,预处理后的废旧负极石墨在1.5 mol/L的盐酸溶液中浸泡1小时,从而实现负极石墨中残留的锂、铜和铝的完全浸出.随后在浸出液中加入碳酸钠,可回收得到高纯度的碳酸锂[图6 (b)].再生石墨表现出良好的电化学性能,在37.2 mA/g、74.4 mA/g和186 mA/g倍率下的初始比容量分别为591 mAh/g、510 mAh/g、335 mAh/g,且在372 mA/g的高速率下循环100次后,其库仑效率和容量保留率分别为100%和97.9%.除了再次应用于锂离子电池电极材料,废旧石墨还可以用于其他储能设备,如锂硫电池、钠离子电池、钾离子电池和超级电容器等[59 -60 ] .机械球磨方法可有效混合废旧石墨与纯硫磺,随后将混合物置于马弗炉中加热12小时,可获得碳-硫复合材料[61 ] .将所制备的复合材料用作锂硫电池的正极材料,电化学测试结果表明其在0.2 C倍率下,初始放电容量高达1377 mAh/g,而在0.5 C倍率下,经过500次循环后的比容量仍保持在756 mAh/g.Liang等[42 ] 将经过简单热解后的废旧石墨直接应用于钠离子电池、钾离子电池中,并详细探索了钠/钾离子的脱嵌机制.通过原位XRD分析准确地揭示了石墨材料的典型阶段模型,包括可见的过渡阶段和Na/K离子脱嵌过程中的不可逆相变.电化学测试结果表明,热解再生后负极石墨性能良好,在钠离子电池中,在2 A/g的倍率下循环1000次后的容量保持率为94.6%,而在钾离子电池中,在0.05 A/g下的可逆容量高达320 mAh/g.Divya等[62 ] 采用固液萃取方法回收废旧石墨,然后再将其作为负极材料制备半电池并在世伟洛克(Swagelok)组件中进行预锂化.预锂化后的废旧石墨作为高能量密度双碳锂离子电容器的正极材料可表现出良好的电化学性能,在室温下的最大能量密度可达185.54 Wh/kg. ...
... [
48 ]
(a) Schematic diagram of regenerated anode graphite coated by phenolic resin after pyrolysis treatment<sup>[<xref ref-type="bibr" rid="R55">55</xref>]</sup>; (b) Flow chart of the two-step recycling process<sup>[<xref ref-type="bibr" rid="R48">48</xref>]</sup> Fig. 6 ![]()
<strong>3.3</strong> 废旧石墨制备石墨烯类材料 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
... [
48 ]
Fig. 6 ![]()
<strong>3.3</strong> 废旧石墨制备石墨烯类材料 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
1
... 完全放电后的锂离子电池需进行拆解破碎处理,通常实验室中采用手工拆解方式,而在实际生产中采用机械破碎方式.机械破碎处理指的是利用机械力对电池进行挤压破碎等,并通过浮力或电磁分选等工艺对破碎后的电池各组分进行分离回收.涡流分离与气动分离结合的方法可以有效地从废旧电池破碎物料中分离铜箔、滤波等有色金属,粉碎后正负极物料的解离率可达到100%.机械破碎分选可实现废旧电池不同组分的分离,但电极材料通常由活性物质与集流体通过黏结剂紧紧粘合在一起,单一的机械破碎难以实现对活性物质与集流体的分离[49 ] .因此,在经过机械破碎分选后仍需采用其他技术手段使活性物质与集流体分离.高温处理可使黏结剂挥发或者分解,从而使活性物质易于从集流体上脱落.Wang等[50 ] 将收集到的电极材料在450 ℃下煅烧15分钟,可有效去除表面的黏结剂.温度的升高可以显著提高负极材料的解离率,经过500 ℃的高温处理后,解离率由未经高温处理的88.08%提高到99.60%[51 ] .虽然高温处理是有效的解离手段,但高温条件不仅能耗较高,且黏结剂热分解易生成有害气体,还需要额外的净化装置来避免二次污染.低能耗的溶剂溶解法也被用于电极材料与集流体的分离,通过黏结剂与有机溶剂间的反应降低黏结力从而使石墨从铜箔上脱落分离.杨生龙等[52 ] 尝试用乙醇溶解负极材料中的黏结剂,结果发现2小时后石墨和铜箔才开始分离,且分离不完全.他们随后研究了硫酸对负极材料的分离效果,经0.9 mol/L的硫酸浸泡5分钟后,石墨材料便可与铜箔分离,且分离效率高达93%,具有较高的时效性.詹剑虹等[53 ] 研究了有机溶剂种类对负极石墨与集流体分离效率的影响,对比发现N -甲基吡咯烷酮、二甲基乙酰胺、二甲基甲酰胺、磷酸三乙酯、丙酮中,磷酸三乙酯呈现出较好的分离效果,经过分离正交实验得出最佳分离效率可达98.24%.溶剂法条件温和,不会对材料产生破坏,并且溶剂可循环使用,但仍存在一定的缺陷,如部分溶剂毒性大、成本高等.除此之外,电化学方法也可用于分离负极石墨和铜箔,采用惰性电极为正极,可有效实现石墨与铜集流体的分离,所得石墨的纯度较高,但在分离的同时,铜集流体以及石墨中残留的锂也会溶解在电解液中,还需进一步通过沉淀法回收[54 ] .综上所述,负极石墨与铜集流体的分离过程难度不大,方法多样,但回收石墨中仍不可避免地含有存留的各种杂质,会对后续处理造成阻碍,因此与铜集流体分离后的石墨仍需进行进一步的除杂处理,以方便后续利用. ...
2
... 完全放电后的锂离子电池需进行拆解破碎处理,通常实验室中采用手工拆解方式,而在实际生产中采用机械破碎方式.机械破碎处理指的是利用机械力对电池进行挤压破碎等,并通过浮力或电磁分选等工艺对破碎后的电池各组分进行分离回收.涡流分离与气动分离结合的方法可以有效地从废旧电池破碎物料中分离铜箔、滤波等有色金属,粉碎后正负极物料的解离率可达到100%.机械破碎分选可实现废旧电池不同组分的分离,但电极材料通常由活性物质与集流体通过黏结剂紧紧粘合在一起,单一的机械破碎难以实现对活性物质与集流体的分离[49 ] .因此,在经过机械破碎分选后仍需采用其他技术手段使活性物质与集流体分离.高温处理可使黏结剂挥发或者分解,从而使活性物质易于从集流体上脱落.Wang等[50 ] 将收集到的电极材料在450 ℃下煅烧15分钟,可有效去除表面的黏结剂.温度的升高可以显著提高负极材料的解离率,经过500 ℃的高温处理后,解离率由未经高温处理的88.08%提高到99.60%[51 ] .虽然高温处理是有效的解离手段,但高温条件不仅能耗较高,且黏结剂热分解易生成有害气体,还需要额外的净化装置来避免二次污染.低能耗的溶剂溶解法也被用于电极材料与集流体的分离,通过黏结剂与有机溶剂间的反应降低黏结力从而使石墨从铜箔上脱落分离.杨生龙等[52 ] 尝试用乙醇溶解负极材料中的黏结剂,结果发现2小时后石墨和铜箔才开始分离,且分离不完全.他们随后研究了硫酸对负极材料的分离效果,经0.9 mol/L的硫酸浸泡5分钟后,石墨材料便可与铜箔分离,且分离效率高达93%,具有较高的时效性.詹剑虹等[53 ] 研究了有机溶剂种类对负极石墨与集流体分离效率的影响,对比发现N -甲基吡咯烷酮、二甲基乙酰胺、二甲基甲酰胺、磷酸三乙酯、丙酮中,磷酸三乙酯呈现出较好的分离效果,经过分离正交实验得出最佳分离效率可达98.24%.溶剂法条件温和,不会对材料产生破坏,并且溶剂可循环使用,但仍存在一定的缺陷,如部分溶剂毒性大、成本高等.除此之外,电化学方法也可用于分离负极石墨和铜箔,采用惰性电极为正极,可有效实现石墨与铜集流体的分离,所得石墨的纯度较高,但在分离的同时,铜集流体以及石墨中残留的锂也会溶解在电解液中,还需进一步通过沉淀法回收[54 ] .综上所述,负极石墨与铜集流体的分离过程难度不大,方法多样,但回收石墨中仍不可避免地含有存留的各种杂质,会对后续处理造成阻碍,因此与铜集流体分离后的石墨仍需进行进一步的除杂处理,以方便后续利用. ...
... 对于广泛存在的黏结剂杂质,由于黏结剂在高温下会发生热分解,所以热处理常常被用来去除废旧石墨中的黏结剂.温度的选取不仅需要考虑到黏结剂的热解温度还应考虑其对负极石墨与铜集流体的影响,温度过高会造成集流体熔化以及石墨结构的受损,温度过低黏结剂又无法完全去除.研究表明,在450 ℃下煅烧15分钟,大部分包覆在负极材料表面的有机黏结剂可被去除[50 ] .Zhang等[55 ] 采用硫酸和过氧化氢溶液浸出与热处理两个步骤,以去除废旧石墨中残留的导电剂黏结剂增稠剂和SEI膜组分.由于酸溶液具有较强的腐蚀性,在操作过程中有一定的危险性,Natarajan等[56 ] 采用极性较强的二甲基甲酰胺溶液在90 ℃下加热以去除石墨中的黏结剂杂质.在拆解分离以及热处理过程中,正极铝集流体和负极铜集流体不可避免地会浸入废旧石墨中,铝可轻松地被硫酸或盐酸溶解,但铜在无氧条件下难以与酸反应,因此Yang等[48 ] 采用两步煅烧法400 ℃为热处理温度,在氩气氛围下保持1小时从而分离石墨与铜箔,又在500 ℃下煅烧石墨以氧化其中残留的铜集流体.为了去除石墨中的残留金属杂质,浸出效率较高的酸溶液常被用于浸出石墨中的金属元素[47 -48 ] ,其中经过1.5 mol/L盐酸浸出1小时后,锂、铜和铝的回收效率可达100%、98.5%和99.2%[48 ] ,但浸出的金属元素还需采用沉淀法回收.简而言之,高温热处理可有效去除废旧石墨中的黏结剂及残留的电解液,但无法去除金属杂质且能耗较高,溶剂法在满足反应条件的基础上对黏结剂杂质与金属杂质都有效,因此能一步去除多种杂质且反应温和、成本低廉和绿色环保的溶剂体系开发应当引起关注. ...
1
... 完全放电后的锂离子电池需进行拆解破碎处理,通常实验室中采用手工拆解方式,而在实际生产中采用机械破碎方式.机械破碎处理指的是利用机械力对电池进行挤压破碎等,并通过浮力或电磁分选等工艺对破碎后的电池各组分进行分离回收.涡流分离与气动分离结合的方法可以有效地从废旧电池破碎物料中分离铜箔、滤波等有色金属,粉碎后正负极物料的解离率可达到100%.机械破碎分选可实现废旧电池不同组分的分离,但电极材料通常由活性物质与集流体通过黏结剂紧紧粘合在一起,单一的机械破碎难以实现对活性物质与集流体的分离[49 ] .因此,在经过机械破碎分选后仍需采用其他技术手段使活性物质与集流体分离.高温处理可使黏结剂挥发或者分解,从而使活性物质易于从集流体上脱落.Wang等[50 ] 将收集到的电极材料在450 ℃下煅烧15分钟,可有效去除表面的黏结剂.温度的升高可以显著提高负极材料的解离率,经过500 ℃的高温处理后,解离率由未经高温处理的88.08%提高到99.60%[51 ] .虽然高温处理是有效的解离手段,但高温条件不仅能耗较高,且黏结剂热分解易生成有害气体,还需要额外的净化装置来避免二次污染.低能耗的溶剂溶解法也被用于电极材料与集流体的分离,通过黏结剂与有机溶剂间的反应降低黏结力从而使石墨从铜箔上脱落分离.杨生龙等[52 ] 尝试用乙醇溶解负极材料中的黏结剂,结果发现2小时后石墨和铜箔才开始分离,且分离不完全.他们随后研究了硫酸对负极材料的分离效果,经0.9 mol/L的硫酸浸泡5分钟后,石墨材料便可与铜箔分离,且分离效率高达93%,具有较高的时效性.詹剑虹等[53 ] 研究了有机溶剂种类对负极石墨与集流体分离效率的影响,对比发现N -甲基吡咯烷酮、二甲基乙酰胺、二甲基甲酰胺、磷酸三乙酯、丙酮中,磷酸三乙酯呈现出较好的分离效果,经过分离正交实验得出最佳分离效率可达98.24%.溶剂法条件温和,不会对材料产生破坏,并且溶剂可循环使用,但仍存在一定的缺陷,如部分溶剂毒性大、成本高等.除此之外,电化学方法也可用于分离负极石墨和铜箔,采用惰性电极为正极,可有效实现石墨与铜集流体的分离,所得石墨的纯度较高,但在分离的同时,铜集流体以及石墨中残留的锂也会溶解在电解液中,还需进一步通过沉淀法回收[54 ] .综上所述,负极石墨与铜集流体的分离过程难度不大,方法多样,但回收石墨中仍不可避免地含有存留的各种杂质,会对后续处理造成阻碍,因此与铜集流体分离后的石墨仍需进行进一步的除杂处理,以方便后续利用. ...
1
... 完全放电后的锂离子电池需进行拆解破碎处理,通常实验室中采用手工拆解方式,而在实际生产中采用机械破碎方式.机械破碎处理指的是利用机械力对电池进行挤压破碎等,并通过浮力或电磁分选等工艺对破碎后的电池各组分进行分离回收.涡流分离与气动分离结合的方法可以有效地从废旧电池破碎物料中分离铜箔、滤波等有色金属,粉碎后正负极物料的解离率可达到100%.机械破碎分选可实现废旧电池不同组分的分离,但电极材料通常由活性物质与集流体通过黏结剂紧紧粘合在一起,单一的机械破碎难以实现对活性物质与集流体的分离[49 ] .因此,在经过机械破碎分选后仍需采用其他技术手段使活性物质与集流体分离.高温处理可使黏结剂挥发或者分解,从而使活性物质易于从集流体上脱落.Wang等[50 ] 将收集到的电极材料在450 ℃下煅烧15分钟,可有效去除表面的黏结剂.温度的升高可以显著提高负极材料的解离率,经过500 ℃的高温处理后,解离率由未经高温处理的88.08%提高到99.60%[51 ] .虽然高温处理是有效的解离手段,但高温条件不仅能耗较高,且黏结剂热分解易生成有害气体,还需要额外的净化装置来避免二次污染.低能耗的溶剂溶解法也被用于电极材料与集流体的分离,通过黏结剂与有机溶剂间的反应降低黏结力从而使石墨从铜箔上脱落分离.杨生龙等[52 ] 尝试用乙醇溶解负极材料中的黏结剂,结果发现2小时后石墨和铜箔才开始分离,且分离不完全.他们随后研究了硫酸对负极材料的分离效果,经0.9 mol/L的硫酸浸泡5分钟后,石墨材料便可与铜箔分离,且分离效率高达93%,具有较高的时效性.詹剑虹等[53 ] 研究了有机溶剂种类对负极石墨与集流体分离效率的影响,对比发现N -甲基吡咯烷酮、二甲基乙酰胺、二甲基甲酰胺、磷酸三乙酯、丙酮中,磷酸三乙酯呈现出较好的分离效果,经过分离正交实验得出最佳分离效率可达98.24%.溶剂法条件温和,不会对材料产生破坏,并且溶剂可循环使用,但仍存在一定的缺陷,如部分溶剂毒性大、成本高等.除此之外,电化学方法也可用于分离负极石墨和铜箔,采用惰性电极为正极,可有效实现石墨与铜集流体的分离,所得石墨的纯度较高,但在分离的同时,铜集流体以及石墨中残留的锂也会溶解在电解液中,还需进一步通过沉淀法回收[54 ] .综上所述,负极石墨与铜集流体的分离过程难度不大,方法多样,但回收石墨中仍不可避免地含有存留的各种杂质,会对后续处理造成阻碍,因此与铜集流体分离后的石墨仍需进行进一步的除杂处理,以方便后续利用. ...
1
... 完全放电后的锂离子电池需进行拆解破碎处理,通常实验室中采用手工拆解方式,而在实际生产中采用机械破碎方式.机械破碎处理指的是利用机械力对电池进行挤压破碎等,并通过浮力或电磁分选等工艺对破碎后的电池各组分进行分离回收.涡流分离与气动分离结合的方法可以有效地从废旧电池破碎物料中分离铜箔、滤波等有色金属,粉碎后正负极物料的解离率可达到100%.机械破碎分选可实现废旧电池不同组分的分离,但电极材料通常由活性物质与集流体通过黏结剂紧紧粘合在一起,单一的机械破碎难以实现对活性物质与集流体的分离[49 ] .因此,在经过机械破碎分选后仍需采用其他技术手段使活性物质与集流体分离.高温处理可使黏结剂挥发或者分解,从而使活性物质易于从集流体上脱落.Wang等[50 ] 将收集到的电极材料在450 ℃下煅烧15分钟,可有效去除表面的黏结剂.温度的升高可以显著提高负极材料的解离率,经过500 ℃的高温处理后,解离率由未经高温处理的88.08%提高到99.60%[51 ] .虽然高温处理是有效的解离手段,但高温条件不仅能耗较高,且黏结剂热分解易生成有害气体,还需要额外的净化装置来避免二次污染.低能耗的溶剂溶解法也被用于电极材料与集流体的分离,通过黏结剂与有机溶剂间的反应降低黏结力从而使石墨从铜箔上脱落分离.杨生龙等[52 ] 尝试用乙醇溶解负极材料中的黏结剂,结果发现2小时后石墨和铜箔才开始分离,且分离不完全.他们随后研究了硫酸对负极材料的分离效果,经0.9 mol/L的硫酸浸泡5分钟后,石墨材料便可与铜箔分离,且分离效率高达93%,具有较高的时效性.詹剑虹等[53 ] 研究了有机溶剂种类对负极石墨与集流体分离效率的影响,对比发现N -甲基吡咯烷酮、二甲基乙酰胺、二甲基甲酰胺、磷酸三乙酯、丙酮中,磷酸三乙酯呈现出较好的分离效果,经过分离正交实验得出最佳分离效率可达98.24%.溶剂法条件温和,不会对材料产生破坏,并且溶剂可循环使用,但仍存在一定的缺陷,如部分溶剂毒性大、成本高等.除此之外,电化学方法也可用于分离负极石墨和铜箔,采用惰性电极为正极,可有效实现石墨与铜集流体的分离,所得石墨的纯度较高,但在分离的同时,铜集流体以及石墨中残留的锂也会溶解在电解液中,还需进一步通过沉淀法回收[54 ] .综上所述,负极石墨与铜集流体的分离过程难度不大,方法多样,但回收石墨中仍不可避免地含有存留的各种杂质,会对后续处理造成阻碍,因此与铜集流体分离后的石墨仍需进行进一步的除杂处理,以方便后续利用. ...
1
... 完全放电后的锂离子电池需进行拆解破碎处理,通常实验室中采用手工拆解方式,而在实际生产中采用机械破碎方式.机械破碎处理指的是利用机械力对电池进行挤压破碎等,并通过浮力或电磁分选等工艺对破碎后的电池各组分进行分离回收.涡流分离与气动分离结合的方法可以有效地从废旧电池破碎物料中分离铜箔、滤波等有色金属,粉碎后正负极物料的解离率可达到100%.机械破碎分选可实现废旧电池不同组分的分离,但电极材料通常由活性物质与集流体通过黏结剂紧紧粘合在一起,单一的机械破碎难以实现对活性物质与集流体的分离[49 ] .因此,在经过机械破碎分选后仍需采用其他技术手段使活性物质与集流体分离.高温处理可使黏结剂挥发或者分解,从而使活性物质易于从集流体上脱落.Wang等[50 ] 将收集到的电极材料在450 ℃下煅烧15分钟,可有效去除表面的黏结剂.温度的升高可以显著提高负极材料的解离率,经过500 ℃的高温处理后,解离率由未经高温处理的88.08%提高到99.60%[51 ] .虽然高温处理是有效的解离手段,但高温条件不仅能耗较高,且黏结剂热分解易生成有害气体,还需要额外的净化装置来避免二次污染.低能耗的溶剂溶解法也被用于电极材料与集流体的分离,通过黏结剂与有机溶剂间的反应降低黏结力从而使石墨从铜箔上脱落分离.杨生龙等[52 ] 尝试用乙醇溶解负极材料中的黏结剂,结果发现2小时后石墨和铜箔才开始分离,且分离不完全.他们随后研究了硫酸对负极材料的分离效果,经0.9 mol/L的硫酸浸泡5分钟后,石墨材料便可与铜箔分离,且分离效率高达93%,具有较高的时效性.詹剑虹等[53 ] 研究了有机溶剂种类对负极石墨与集流体分离效率的影响,对比发现N -甲基吡咯烷酮、二甲基乙酰胺、二甲基甲酰胺、磷酸三乙酯、丙酮中,磷酸三乙酯呈现出较好的分离效果,经过分离正交实验得出最佳分离效率可达98.24%.溶剂法条件温和,不会对材料产生破坏,并且溶剂可循环使用,但仍存在一定的缺陷,如部分溶剂毒性大、成本高等.除此之外,电化学方法也可用于分离负极石墨和铜箔,采用惰性电极为正极,可有效实现石墨与铜集流体的分离,所得石墨的纯度较高,但在分离的同时,铜集流体以及石墨中残留的锂也会溶解在电解液中,还需进一步通过沉淀法回收[54 ] .综上所述,负极石墨与铜集流体的分离过程难度不大,方法多样,但回收石墨中仍不可避免地含有存留的各种杂质,会对后续处理造成阻碍,因此与铜集流体分离后的石墨仍需进行进一步的除杂处理,以方便后续利用. ...
1
... 完全放电后的锂离子电池需进行拆解破碎处理,通常实验室中采用手工拆解方式,而在实际生产中采用机械破碎方式.机械破碎处理指的是利用机械力对电池进行挤压破碎等,并通过浮力或电磁分选等工艺对破碎后的电池各组分进行分离回收.涡流分离与气动分离结合的方法可以有效地从废旧电池破碎物料中分离铜箔、滤波等有色金属,粉碎后正负极物料的解离率可达到100%.机械破碎分选可实现废旧电池不同组分的分离,但电极材料通常由活性物质与集流体通过黏结剂紧紧粘合在一起,单一的机械破碎难以实现对活性物质与集流体的分离[49 ] .因此,在经过机械破碎分选后仍需采用其他技术手段使活性物质与集流体分离.高温处理可使黏结剂挥发或者分解,从而使活性物质易于从集流体上脱落.Wang等[50 ] 将收集到的电极材料在450 ℃下煅烧15分钟,可有效去除表面的黏结剂.温度的升高可以显著提高负极材料的解离率,经过500 ℃的高温处理后,解离率由未经高温处理的88.08%提高到99.60%[51 ] .虽然高温处理是有效的解离手段,但高温条件不仅能耗较高,且黏结剂热分解易生成有害气体,还需要额外的净化装置来避免二次污染.低能耗的溶剂溶解法也被用于电极材料与集流体的分离,通过黏结剂与有机溶剂间的反应降低黏结力从而使石墨从铜箔上脱落分离.杨生龙等[52 ] 尝试用乙醇溶解负极材料中的黏结剂,结果发现2小时后石墨和铜箔才开始分离,且分离不完全.他们随后研究了硫酸对负极材料的分离效果,经0.9 mol/L的硫酸浸泡5分钟后,石墨材料便可与铜箔分离,且分离效率高达93%,具有较高的时效性.詹剑虹等[53 ] 研究了有机溶剂种类对负极石墨与集流体分离效率的影响,对比发现N -甲基吡咯烷酮、二甲基乙酰胺、二甲基甲酰胺、磷酸三乙酯、丙酮中,磷酸三乙酯呈现出较好的分离效果,经过分离正交实验得出最佳分离效率可达98.24%.溶剂法条件温和,不会对材料产生破坏,并且溶剂可循环使用,但仍存在一定的缺陷,如部分溶剂毒性大、成本高等.除此之外,电化学方法也可用于分离负极石墨和铜箔,采用惰性电极为正极,可有效实现石墨与铜集流体的分离,所得石墨的纯度较高,但在分离的同时,铜集流体以及石墨中残留的锂也会溶解在电解液中,还需进一步通过沉淀法回收[54 ] .综上所述,负极石墨与铜集流体的分离过程难度不大,方法多样,但回收石墨中仍不可避免地含有存留的各种杂质,会对后续处理造成阻碍,因此与铜集流体分离后的石墨仍需进行进一步的除杂处理,以方便后续利用. ...
1
... 完全放电后的锂离子电池需进行拆解破碎处理,通常实验室中采用手工拆解方式,而在实际生产中采用机械破碎方式.机械破碎处理指的是利用机械力对电池进行挤压破碎等,并通过浮力或电磁分选等工艺对破碎后的电池各组分进行分离回收.涡流分离与气动分离结合的方法可以有效地从废旧电池破碎物料中分离铜箔、滤波等有色金属,粉碎后正负极物料的解离率可达到100%.机械破碎分选可实现废旧电池不同组分的分离,但电极材料通常由活性物质与集流体通过黏结剂紧紧粘合在一起,单一的机械破碎难以实现对活性物质与集流体的分离[49 ] .因此,在经过机械破碎分选后仍需采用其他技术手段使活性物质与集流体分离.高温处理可使黏结剂挥发或者分解,从而使活性物质易于从集流体上脱落.Wang等[50 ] 将收集到的电极材料在450 ℃下煅烧15分钟,可有效去除表面的黏结剂.温度的升高可以显著提高负极材料的解离率,经过500 ℃的高温处理后,解离率由未经高温处理的88.08%提高到99.60%[51 ] .虽然高温处理是有效的解离手段,但高温条件不仅能耗较高,且黏结剂热分解易生成有害气体,还需要额外的净化装置来避免二次污染.低能耗的溶剂溶解法也被用于电极材料与集流体的分离,通过黏结剂与有机溶剂间的反应降低黏结力从而使石墨从铜箔上脱落分离.杨生龙等[52 ] 尝试用乙醇溶解负极材料中的黏结剂,结果发现2小时后石墨和铜箔才开始分离,且分离不完全.他们随后研究了硫酸对负极材料的分离效果,经0.9 mol/L的硫酸浸泡5分钟后,石墨材料便可与铜箔分离,且分离效率高达93%,具有较高的时效性.詹剑虹等[53 ] 研究了有机溶剂种类对负极石墨与集流体分离效率的影响,对比发现N -甲基吡咯烷酮、二甲基乙酰胺、二甲基甲酰胺、磷酸三乙酯、丙酮中,磷酸三乙酯呈现出较好的分离效果,经过分离正交实验得出最佳分离效率可达98.24%.溶剂法条件温和,不会对材料产生破坏,并且溶剂可循环使用,但仍存在一定的缺陷,如部分溶剂毒性大、成本高等.除此之外,电化学方法也可用于分离负极石墨和铜箔,采用惰性电极为正极,可有效实现石墨与铜集流体的分离,所得石墨的纯度较高,但在分离的同时,铜集流体以及石墨中残留的锂也会溶解在电解液中,还需进一步通过沉淀法回收[54 ] .综上所述,负极石墨与铜集流体的分离过程难度不大,方法多样,但回收石墨中仍不可避免地含有存留的各种杂质,会对后续处理造成阻碍,因此与铜集流体分离后的石墨仍需进行进一步的除杂处理,以方便后续利用. ...
4
... 对于广泛存在的黏结剂杂质,由于黏结剂在高温下会发生热分解,所以热处理常常被用来去除废旧石墨中的黏结剂.温度的选取不仅需要考虑到黏结剂的热解温度还应考虑其对负极石墨与铜集流体的影响,温度过高会造成集流体熔化以及石墨结构的受损,温度过低黏结剂又无法完全去除.研究表明,在450 ℃下煅烧15分钟,大部分包覆在负极材料表面的有机黏结剂可被去除[50 ] .Zhang等[55 ] 采用硫酸和过氧化氢溶液浸出与热处理两个步骤,以去除废旧石墨中残留的导电剂黏结剂增稠剂和SEI膜组分.由于酸溶液具有较强的腐蚀性,在操作过程中有一定的危险性,Natarajan等[56 ] 采用极性较强的二甲基甲酰胺溶液在90 ℃下加热以去除石墨中的黏结剂杂质.在拆解分离以及热处理过程中,正极铝集流体和负极铜集流体不可避免地会浸入废旧石墨中,铝可轻松地被硫酸或盐酸溶解,但铜在无氧条件下难以与酸反应,因此Yang等[48 ] 采用两步煅烧法400 ℃为热处理温度,在氩气氛围下保持1小时从而分离石墨与铜箔,又在500 ℃下煅烧石墨以氧化其中残留的铜集流体.为了去除石墨中的残留金属杂质,浸出效率较高的酸溶液常被用于浸出石墨中的金属元素[47 -48 ] ,其中经过1.5 mol/L盐酸浸出1小时后,锂、铜和铝的回收效率可达100%、98.5%和99.2%[48 ] ,但浸出的金属元素还需采用沉淀法回收.简而言之,高温热处理可有效去除废旧石墨中的黏结剂及残留的电解液,但无法去除金属杂质且能耗较高,溶剂法在满足反应条件的基础上对黏结剂杂质与金属杂质都有效,因此能一步去除多种杂质且反应温和、成本低廉和绿色环保的溶剂体系开发应当引起关注. ...
... 废旧负极石墨经过一定的处理工艺后可修复再生重新应用作为锂离子电池负极材料,这对于锂电池行业的可持续发展具有重要意义.层间距扩大、晶格结构变化以及杂质掺入是废旧锂离子电池失效后的负极石墨的显著特点.高温热处理是去除废旧锂离子电池负极石墨中残留杂质以及恢复废旧石墨晶格结构的常用且有效的方法.Yu等[57 ] 研究了不同热处理温度(2400 ℃、2600 ℃、2800 ℃、3000 ℃)对废旧石墨晶格结构恢复的影响,结果表明废旧石墨的石墨化程度随温度的增加而提高,且石墨层间距逐步降低至接近原始石墨.此外,热处理时间对晶格恢复也有影响,时间越长石墨化程度越高,但反应超6小时后趋于稳定,即高温下(3000 ℃)下反应6小时可以显著消除石墨内应力和达到高度石墨化,所获得的再生石墨具有良好的电化学性能,初始充电容量为325.5 mAh/g,循环1000次后容量保持率为97.3%.虽然高温热解处理可以明显去除废旧石墨中的SEI层以及黏结剂等杂质,但废旧石墨中仍含有较多残留的锂.Markey等[58 ] 进一步证明硼酸溶液预处理后再通过短时间的中等温度退火可以完全去除残留在石墨颗粒中的锂.该方法不仅可以修复废旧石墨的成分/结构缺陷,还能在石墨颗粒表面形成功能性硼掺杂,达到较高的电化学活性和优异的循环稳定性.在恒电流循环下,基于硼掺杂再生石墨的半电池初始容量为330 mAh/g且在100次循环后仍可保持在333 mAh/g.除此之外,Zhang等[55 ] 通过热处理去除废旧石墨中残留的导电剂、黏结剂和增稠剂,然后对回收的石墨进行酚醛树脂涂层包覆处理,涂覆后的再生热解石墨虽然含有残留的乙炔黑和少量的羧甲基纤维素钠热解产物,但对电化学性能影响不大,可满足锂电池的再利用要求[图6 (a)].为了降低高温热处理中的能耗,化学溶剂被用于与热处理相结合.Yang等[48 ] 采用温度较低(400 ℃,500 ℃)的两次煅烧方法对废旧石墨进行预处理,预处理后的废旧负极石墨在1.5 mol/L的盐酸溶液中浸泡1小时,从而实现负极石墨中残留的锂、铜和铝的完全浸出.随后在浸出液中加入碳酸钠,可回收得到高纯度的碳酸锂[图6 (b)].再生石墨表现出良好的电化学性能,在37.2 mA/g、74.4 mA/g和186 mA/g倍率下的初始比容量分别为591 mAh/g、510 mAh/g、335 mAh/g,且在372 mA/g的高速率下循环100次后,其库仑效率和容量保留率分别为100%和97.9%.除了再次应用于锂离子电池电极材料,废旧石墨还可以用于其他储能设备,如锂硫电池、钠离子电池、钾离子电池和超级电容器等[59 -60 ] .机械球磨方法可有效混合废旧石墨与纯硫磺,随后将混合物置于马弗炉中加热12小时,可获得碳-硫复合材料[61 ] .将所制备的复合材料用作锂硫电池的正极材料,电化学测试结果表明其在0.2 C倍率下,初始放电容量高达1377 mAh/g,而在0.5 C倍率下,经过500次循环后的比容量仍保持在756 mAh/g.Liang等[42 ] 将经过简单热解后的废旧石墨直接应用于钠离子电池、钾离子电池中,并详细探索了钠/钾离子的脱嵌机制.通过原位XRD分析准确地揭示了石墨材料的典型阶段模型,包括可见的过渡阶段和Na/K离子脱嵌过程中的不可逆相变.电化学测试结果表明,热解再生后负极石墨性能良好,在钠离子电池中,在2 A/g的倍率下循环1000次后的容量保持率为94.6%,而在钾离子电池中,在0.05 A/g下的可逆容量高达320 mAh/g.Divya等[62 ] 采用固液萃取方法回收废旧石墨,然后再将其作为负极材料制备半电池并在世伟洛克(Swagelok)组件中进行预锂化.预锂化后的废旧石墨作为高能量密度双碳锂离子电容器的正极材料可表现出良好的电化学性能,在室温下的最大能量密度可达185.54 Wh/kg. ...
... [
55 ];
(b) 两步回收方法流程图
[48 ] (a) Schematic diagram of regenerated anode graphite coated by phenolic resin after pyrolysis treatment<sup>[<xref ref-type="bibr" rid="R55">55</xref>]</sup>; (b) Flow chart of the two-step recycling process<sup>[<xref ref-type="bibr" rid="R48">48</xref>]</sup> Fig. 6 ![]()
<strong>3.3</strong> 废旧石墨制备石墨烯类材料 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
... [
55 ]; (b) Flow chart of the two-step recycling process
[48 ] Fig. 6 ![]()
<strong>3.3</strong> 废旧石墨制备石墨烯类材料 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
2
... 对于广泛存在的黏结剂杂质,由于黏结剂在高温下会发生热分解,所以热处理常常被用来去除废旧石墨中的黏结剂.温度的选取不仅需要考虑到黏结剂的热解温度还应考虑其对负极石墨与铜集流体的影响,温度过高会造成集流体熔化以及石墨结构的受损,温度过低黏结剂又无法完全去除.研究表明,在450 ℃下煅烧15分钟,大部分包覆在负极材料表面的有机黏结剂可被去除[50 ] .Zhang等[55 ] 采用硫酸和过氧化氢溶液浸出与热处理两个步骤,以去除废旧石墨中残留的导电剂黏结剂增稠剂和SEI膜组分.由于酸溶液具有较强的腐蚀性,在操作过程中有一定的危险性,Natarajan等[56 ] 采用极性较强的二甲基甲酰胺溶液在90 ℃下加热以去除石墨中的黏结剂杂质.在拆解分离以及热处理过程中,正极铝集流体和负极铜集流体不可避免地会浸入废旧石墨中,铝可轻松地被硫酸或盐酸溶解,但铜在无氧条件下难以与酸反应,因此Yang等[48 ] 采用两步煅烧法400 ℃为热处理温度,在氩气氛围下保持1小时从而分离石墨与铜箔,又在500 ℃下煅烧石墨以氧化其中残留的铜集流体.为了去除石墨中的残留金属杂质,浸出效率较高的酸溶液常被用于浸出石墨中的金属元素[47 -48 ] ,其中经过1.5 mol/L盐酸浸出1小时后,锂、铜和铝的回收效率可达100%、98.5%和99.2%[48 ] ,但浸出的金属元素还需采用沉淀法回收.简而言之,高温热处理可有效去除废旧石墨中的黏结剂及残留的电解液,但无法去除金属杂质且能耗较高,溶剂法在满足反应条件的基础上对黏结剂杂质与金属杂质都有效,因此能一步去除多种杂质且反应温和、成本低廉和绿色环保的溶剂体系开发应当引起关注. ...
... 随着工业的发展,水资源受到各种污染物的威胁.磷是生物生长所必需的一种限制性营养元素,也是地表水水质的一种指标.然而,过量的磷酸盐会导致淡水富营养化和水生态系统的恶化.磷酸盐与含镁化合物间的亲和力较强,易形成镁磷化合物且有助于磷酸盐在溶液中的沉淀析出,但直接将镁化合物用作吸附剂则难以从废水中分离出来.此外,与普通石墨相比,经过长期的充放电循环后的废旧石墨不仅比表面积较大,表面还含有大量官能团和介质孔,可负载更多的含镁物质.因此,用纳米结构的Mg(OH)2 对废旧锂电池负极石墨进行表面改性(图8 ),可以去除过量的磷酸盐,其吸附量高达588.4 mg/g,比以往报道的碳基吸附剂高1个数量级[69 ] .除此之外,得益于废旧石墨较大的比表面积和稳定的碳结构,其也可作为二氧化锰的多孔支撑材料,从而实现对铅、镉、银等重金属污染水体的吸附[70 ] .由目前的研究表明,在污染物去除领域,所涉及的大部分碳材料可用废旧石墨代替,不仅节约资源还能有更高的效率和性能.值得一提的是,在废旧锂离子电池正极材料微波辅助回收方法中,负极石墨可作为还原剂从而提高正极材料中的金属萃取率,避免了外部还原剂的添加,尽可能形成闭环回收[71 ] .此外,考虑到石墨在高分子复合材料中的广泛应用,以及废旧负极石墨所具备的高杨氏模量、良好的热稳定性和导电性等特点,负极石墨被用于合成聚合物-石墨纳米复合薄膜.通过溶液插层法合成的聚乙烯石墨复合薄膜和聚丙烯石墨复合薄膜,力学性能显著提高,与纯聚乙烯和聚丙烯薄膜相比,抗拉强度提高10倍左右,且电导率高了5~6个数量级,是合成聚合物纳米复合薄膜的商用石墨的良好替代品[56 ] .此外,还提出了一种简单有效的冻融超声辅助循环方法将废旧石墨剥离为二维少层石墨纳米片,并将其应用于纳米流体中,所制备的纳米流体具有良好的导热性能与分散稳定性,在换热制冷等领域具有潜在的应用价值[72 ] . ...
1
... 废旧负极石墨经过一定的处理工艺后可修复再生重新应用作为锂离子电池负极材料,这对于锂电池行业的可持续发展具有重要意义.层间距扩大、晶格结构变化以及杂质掺入是废旧锂离子电池失效后的负极石墨的显著特点.高温热处理是去除废旧锂离子电池负极石墨中残留杂质以及恢复废旧石墨晶格结构的常用且有效的方法.Yu等[57 ] 研究了不同热处理温度(2400 ℃、2600 ℃、2800 ℃、3000 ℃)对废旧石墨晶格结构恢复的影响,结果表明废旧石墨的石墨化程度随温度的增加而提高,且石墨层间距逐步降低至接近原始石墨.此外,热处理时间对晶格恢复也有影响,时间越长石墨化程度越高,但反应超6小时后趋于稳定,即高温下(3000 ℃)下反应6小时可以显著消除石墨内应力和达到高度石墨化,所获得的再生石墨具有良好的电化学性能,初始充电容量为325.5 mAh/g,循环1000次后容量保持率为97.3%.虽然高温热解处理可以明显去除废旧石墨中的SEI层以及黏结剂等杂质,但废旧石墨中仍含有较多残留的锂.Markey等[58 ] 进一步证明硼酸溶液预处理后再通过短时间的中等温度退火可以完全去除残留在石墨颗粒中的锂.该方法不仅可以修复废旧石墨的成分/结构缺陷,还能在石墨颗粒表面形成功能性硼掺杂,达到较高的电化学活性和优异的循环稳定性.在恒电流循环下,基于硼掺杂再生石墨的半电池初始容量为330 mAh/g且在100次循环后仍可保持在333 mAh/g.除此之外,Zhang等[55 ] 通过热处理去除废旧石墨中残留的导电剂、黏结剂和增稠剂,然后对回收的石墨进行酚醛树脂涂层包覆处理,涂覆后的再生热解石墨虽然含有残留的乙炔黑和少量的羧甲基纤维素钠热解产物,但对电化学性能影响不大,可满足锂电池的再利用要求[图6 (a)].为了降低高温热处理中的能耗,化学溶剂被用于与热处理相结合.Yang等[48 ] 采用温度较低(400 ℃,500 ℃)的两次煅烧方法对废旧石墨进行预处理,预处理后的废旧负极石墨在1.5 mol/L的盐酸溶液中浸泡1小时,从而实现负极石墨中残留的锂、铜和铝的完全浸出.随后在浸出液中加入碳酸钠,可回收得到高纯度的碳酸锂[图6 (b)].再生石墨表现出良好的电化学性能,在37.2 mA/g、74.4 mA/g和186 mA/g倍率下的初始比容量分别为591 mAh/g、510 mAh/g、335 mAh/g,且在372 mA/g的高速率下循环100次后,其库仑效率和容量保留率分别为100%和97.9%.除了再次应用于锂离子电池电极材料,废旧石墨还可以用于其他储能设备,如锂硫电池、钠离子电池、钾离子电池和超级电容器等[59 -60 ] .机械球磨方法可有效混合废旧石墨与纯硫磺,随后将混合物置于马弗炉中加热12小时,可获得碳-硫复合材料[61 ] .将所制备的复合材料用作锂硫电池的正极材料,电化学测试结果表明其在0.2 C倍率下,初始放电容量高达1377 mAh/g,而在0.5 C倍率下,经过500次循环后的比容量仍保持在756 mAh/g.Liang等[42 ] 将经过简单热解后的废旧石墨直接应用于钠离子电池、钾离子电池中,并详细探索了钠/钾离子的脱嵌机制.通过原位XRD分析准确地揭示了石墨材料的典型阶段模型,包括可见的过渡阶段和Na/K离子脱嵌过程中的不可逆相变.电化学测试结果表明,热解再生后负极石墨性能良好,在钠离子电池中,在2 A/g的倍率下循环1000次后的容量保持率为94.6%,而在钾离子电池中,在0.05 A/g下的可逆容量高达320 mAh/g.Divya等[62 ] 采用固液萃取方法回收废旧石墨,然后再将其作为负极材料制备半电池并在世伟洛克(Swagelok)组件中进行预锂化.预锂化后的废旧石墨作为高能量密度双碳锂离子电容器的正极材料可表现出良好的电化学性能,在室温下的最大能量密度可达185.54 Wh/kg. ...
1
... 废旧负极石墨经过一定的处理工艺后可修复再生重新应用作为锂离子电池负极材料,这对于锂电池行业的可持续发展具有重要意义.层间距扩大、晶格结构变化以及杂质掺入是废旧锂离子电池失效后的负极石墨的显著特点.高温热处理是去除废旧锂离子电池负极石墨中残留杂质以及恢复废旧石墨晶格结构的常用且有效的方法.Yu等[57 ] 研究了不同热处理温度(2400 ℃、2600 ℃、2800 ℃、3000 ℃)对废旧石墨晶格结构恢复的影响,结果表明废旧石墨的石墨化程度随温度的增加而提高,且石墨层间距逐步降低至接近原始石墨.此外,热处理时间对晶格恢复也有影响,时间越长石墨化程度越高,但反应超6小时后趋于稳定,即高温下(3000 ℃)下反应6小时可以显著消除石墨内应力和达到高度石墨化,所获得的再生石墨具有良好的电化学性能,初始充电容量为325.5 mAh/g,循环1000次后容量保持率为97.3%.虽然高温热解处理可以明显去除废旧石墨中的SEI层以及黏结剂等杂质,但废旧石墨中仍含有较多残留的锂.Markey等[58 ] 进一步证明硼酸溶液预处理后再通过短时间的中等温度退火可以完全去除残留在石墨颗粒中的锂.该方法不仅可以修复废旧石墨的成分/结构缺陷,还能在石墨颗粒表面形成功能性硼掺杂,达到较高的电化学活性和优异的循环稳定性.在恒电流循环下,基于硼掺杂再生石墨的半电池初始容量为330 mAh/g且在100次循环后仍可保持在333 mAh/g.除此之外,Zhang等[55 ] 通过热处理去除废旧石墨中残留的导电剂、黏结剂和增稠剂,然后对回收的石墨进行酚醛树脂涂层包覆处理,涂覆后的再生热解石墨虽然含有残留的乙炔黑和少量的羧甲基纤维素钠热解产物,但对电化学性能影响不大,可满足锂电池的再利用要求[图6 (a)].为了降低高温热处理中的能耗,化学溶剂被用于与热处理相结合.Yang等[48 ] 采用温度较低(400 ℃,500 ℃)的两次煅烧方法对废旧石墨进行预处理,预处理后的废旧负极石墨在1.5 mol/L的盐酸溶液中浸泡1小时,从而实现负极石墨中残留的锂、铜和铝的完全浸出.随后在浸出液中加入碳酸钠,可回收得到高纯度的碳酸锂[图6 (b)].再生石墨表现出良好的电化学性能,在37.2 mA/g、74.4 mA/g和186 mA/g倍率下的初始比容量分别为591 mAh/g、510 mAh/g、335 mAh/g,且在372 mA/g的高速率下循环100次后,其库仑效率和容量保留率分别为100%和97.9%.除了再次应用于锂离子电池电极材料,废旧石墨还可以用于其他储能设备,如锂硫电池、钠离子电池、钾离子电池和超级电容器等[59 -60 ] .机械球磨方法可有效混合废旧石墨与纯硫磺,随后将混合物置于马弗炉中加热12小时,可获得碳-硫复合材料[61 ] .将所制备的复合材料用作锂硫电池的正极材料,电化学测试结果表明其在0.2 C倍率下,初始放电容量高达1377 mAh/g,而在0.5 C倍率下,经过500次循环后的比容量仍保持在756 mAh/g.Liang等[42 ] 将经过简单热解后的废旧石墨直接应用于钠离子电池、钾离子电池中,并详细探索了钠/钾离子的脱嵌机制.通过原位XRD分析准确地揭示了石墨材料的典型阶段模型,包括可见的过渡阶段和Na/K离子脱嵌过程中的不可逆相变.电化学测试结果表明,热解再生后负极石墨性能良好,在钠离子电池中,在2 A/g的倍率下循环1000次后的容量保持率为94.6%,而在钾离子电池中,在0.05 A/g下的可逆容量高达320 mAh/g.Divya等[62 ] 采用固液萃取方法回收废旧石墨,然后再将其作为负极材料制备半电池并在世伟洛克(Swagelok)组件中进行预锂化.预锂化后的废旧石墨作为高能量密度双碳锂离子电容器的正极材料可表现出良好的电化学性能,在室温下的最大能量密度可达185.54 Wh/kg. ...
1
... 废旧负极石墨经过一定的处理工艺后可修复再生重新应用作为锂离子电池负极材料,这对于锂电池行业的可持续发展具有重要意义.层间距扩大、晶格结构变化以及杂质掺入是废旧锂离子电池失效后的负极石墨的显著特点.高温热处理是去除废旧锂离子电池负极石墨中残留杂质以及恢复废旧石墨晶格结构的常用且有效的方法.Yu等[57 ] 研究了不同热处理温度(2400 ℃、2600 ℃、2800 ℃、3000 ℃)对废旧石墨晶格结构恢复的影响,结果表明废旧石墨的石墨化程度随温度的增加而提高,且石墨层间距逐步降低至接近原始石墨.此外,热处理时间对晶格恢复也有影响,时间越长石墨化程度越高,但反应超6小时后趋于稳定,即高温下(3000 ℃)下反应6小时可以显著消除石墨内应力和达到高度石墨化,所获得的再生石墨具有良好的电化学性能,初始充电容量为325.5 mAh/g,循环1000次后容量保持率为97.3%.虽然高温热解处理可以明显去除废旧石墨中的SEI层以及黏结剂等杂质,但废旧石墨中仍含有较多残留的锂.Markey等[58 ] 进一步证明硼酸溶液预处理后再通过短时间的中等温度退火可以完全去除残留在石墨颗粒中的锂.该方法不仅可以修复废旧石墨的成分/结构缺陷,还能在石墨颗粒表面形成功能性硼掺杂,达到较高的电化学活性和优异的循环稳定性.在恒电流循环下,基于硼掺杂再生石墨的半电池初始容量为330 mAh/g且在100次循环后仍可保持在333 mAh/g.除此之外,Zhang等[55 ] 通过热处理去除废旧石墨中残留的导电剂、黏结剂和增稠剂,然后对回收的石墨进行酚醛树脂涂层包覆处理,涂覆后的再生热解石墨虽然含有残留的乙炔黑和少量的羧甲基纤维素钠热解产物,但对电化学性能影响不大,可满足锂电池的再利用要求[图6 (a)].为了降低高温热处理中的能耗,化学溶剂被用于与热处理相结合.Yang等[48 ] 采用温度较低(400 ℃,500 ℃)的两次煅烧方法对废旧石墨进行预处理,预处理后的废旧负极石墨在1.5 mol/L的盐酸溶液中浸泡1小时,从而实现负极石墨中残留的锂、铜和铝的完全浸出.随后在浸出液中加入碳酸钠,可回收得到高纯度的碳酸锂[图6 (b)].再生石墨表现出良好的电化学性能,在37.2 mA/g、74.4 mA/g和186 mA/g倍率下的初始比容量分别为591 mAh/g、510 mAh/g、335 mAh/g,且在372 mA/g的高速率下循环100次后,其库仑效率和容量保留率分别为100%和97.9%.除了再次应用于锂离子电池电极材料,废旧石墨还可以用于其他储能设备,如锂硫电池、钠离子电池、钾离子电池和超级电容器等[59 -60 ] .机械球磨方法可有效混合废旧石墨与纯硫磺,随后将混合物置于马弗炉中加热12小时,可获得碳-硫复合材料[61 ] .将所制备的复合材料用作锂硫电池的正极材料,电化学测试结果表明其在0.2 C倍率下,初始放电容量高达1377 mAh/g,而在0.5 C倍率下,经过500次循环后的比容量仍保持在756 mAh/g.Liang等[42 ] 将经过简单热解后的废旧石墨直接应用于钠离子电池、钾离子电池中,并详细探索了钠/钾离子的脱嵌机制.通过原位XRD分析准确地揭示了石墨材料的典型阶段模型,包括可见的过渡阶段和Na/K离子脱嵌过程中的不可逆相变.电化学测试结果表明,热解再生后负极石墨性能良好,在钠离子电池中,在2 A/g的倍率下循环1000次后的容量保持率为94.6%,而在钾离子电池中,在0.05 A/g下的可逆容量高达320 mAh/g.Divya等[62 ] 采用固液萃取方法回收废旧石墨,然后再将其作为负极材料制备半电池并在世伟洛克(Swagelok)组件中进行预锂化.预锂化后的废旧石墨作为高能量密度双碳锂离子电容器的正极材料可表现出良好的电化学性能,在室温下的最大能量密度可达185.54 Wh/kg. ...
1
... 废旧负极石墨经过一定的处理工艺后可修复再生重新应用作为锂离子电池负极材料,这对于锂电池行业的可持续发展具有重要意义.层间距扩大、晶格结构变化以及杂质掺入是废旧锂离子电池失效后的负极石墨的显著特点.高温热处理是去除废旧锂离子电池负极石墨中残留杂质以及恢复废旧石墨晶格结构的常用且有效的方法.Yu等[57 ] 研究了不同热处理温度(2400 ℃、2600 ℃、2800 ℃、3000 ℃)对废旧石墨晶格结构恢复的影响,结果表明废旧石墨的石墨化程度随温度的增加而提高,且石墨层间距逐步降低至接近原始石墨.此外,热处理时间对晶格恢复也有影响,时间越长石墨化程度越高,但反应超6小时后趋于稳定,即高温下(3000 ℃)下反应6小时可以显著消除石墨内应力和达到高度石墨化,所获得的再生石墨具有良好的电化学性能,初始充电容量为325.5 mAh/g,循环1000次后容量保持率为97.3%.虽然高温热解处理可以明显去除废旧石墨中的SEI层以及黏结剂等杂质,但废旧石墨中仍含有较多残留的锂.Markey等[58 ] 进一步证明硼酸溶液预处理后再通过短时间的中等温度退火可以完全去除残留在石墨颗粒中的锂.该方法不仅可以修复废旧石墨的成分/结构缺陷,还能在石墨颗粒表面形成功能性硼掺杂,达到较高的电化学活性和优异的循环稳定性.在恒电流循环下,基于硼掺杂再生石墨的半电池初始容量为330 mAh/g且在100次循环后仍可保持在333 mAh/g.除此之外,Zhang等[55 ] 通过热处理去除废旧石墨中残留的导电剂、黏结剂和增稠剂,然后对回收的石墨进行酚醛树脂涂层包覆处理,涂覆后的再生热解石墨虽然含有残留的乙炔黑和少量的羧甲基纤维素钠热解产物,但对电化学性能影响不大,可满足锂电池的再利用要求[图6 (a)].为了降低高温热处理中的能耗,化学溶剂被用于与热处理相结合.Yang等[48 ] 采用温度较低(400 ℃,500 ℃)的两次煅烧方法对废旧石墨进行预处理,预处理后的废旧负极石墨在1.5 mol/L的盐酸溶液中浸泡1小时,从而实现负极石墨中残留的锂、铜和铝的完全浸出.随后在浸出液中加入碳酸钠,可回收得到高纯度的碳酸锂[图6 (b)].再生石墨表现出良好的电化学性能,在37.2 mA/g、74.4 mA/g和186 mA/g倍率下的初始比容量分别为591 mAh/g、510 mAh/g、335 mAh/g,且在372 mA/g的高速率下循环100次后,其库仑效率和容量保留率分别为100%和97.9%.除了再次应用于锂离子电池电极材料,废旧石墨还可以用于其他储能设备,如锂硫电池、钠离子电池、钾离子电池和超级电容器等[59 -60 ] .机械球磨方法可有效混合废旧石墨与纯硫磺,随后将混合物置于马弗炉中加热12小时,可获得碳-硫复合材料[61 ] .将所制备的复合材料用作锂硫电池的正极材料,电化学测试结果表明其在0.2 C倍率下,初始放电容量高达1377 mAh/g,而在0.5 C倍率下,经过500次循环后的比容量仍保持在756 mAh/g.Liang等[42 ] 将经过简单热解后的废旧石墨直接应用于钠离子电池、钾离子电池中,并详细探索了钠/钾离子的脱嵌机制.通过原位XRD分析准确地揭示了石墨材料的典型阶段模型,包括可见的过渡阶段和Na/K离子脱嵌过程中的不可逆相变.电化学测试结果表明,热解再生后负极石墨性能良好,在钠离子电池中,在2 A/g的倍率下循环1000次后的容量保持率为94.6%,而在钾离子电池中,在0.05 A/g下的可逆容量高达320 mAh/g.Divya等[62 ] 采用固液萃取方法回收废旧石墨,然后再将其作为负极材料制备半电池并在世伟洛克(Swagelok)组件中进行预锂化.预锂化后的废旧石墨作为高能量密度双碳锂离子电容器的正极材料可表现出良好的电化学性能,在室温下的最大能量密度可达185.54 Wh/kg. ...
1
... 废旧负极石墨经过一定的处理工艺后可修复再生重新应用作为锂离子电池负极材料,这对于锂电池行业的可持续发展具有重要意义.层间距扩大、晶格结构变化以及杂质掺入是废旧锂离子电池失效后的负极石墨的显著特点.高温热处理是去除废旧锂离子电池负极石墨中残留杂质以及恢复废旧石墨晶格结构的常用且有效的方法.Yu等[57 ] 研究了不同热处理温度(2400 ℃、2600 ℃、2800 ℃、3000 ℃)对废旧石墨晶格结构恢复的影响,结果表明废旧石墨的石墨化程度随温度的增加而提高,且石墨层间距逐步降低至接近原始石墨.此外,热处理时间对晶格恢复也有影响,时间越长石墨化程度越高,但反应超6小时后趋于稳定,即高温下(3000 ℃)下反应6小时可以显著消除石墨内应力和达到高度石墨化,所获得的再生石墨具有良好的电化学性能,初始充电容量为325.5 mAh/g,循环1000次后容量保持率为97.3%.虽然高温热解处理可以明显去除废旧石墨中的SEI层以及黏结剂等杂质,但废旧石墨中仍含有较多残留的锂.Markey等[58 ] 进一步证明硼酸溶液预处理后再通过短时间的中等温度退火可以完全去除残留在石墨颗粒中的锂.该方法不仅可以修复废旧石墨的成分/结构缺陷,还能在石墨颗粒表面形成功能性硼掺杂,达到较高的电化学活性和优异的循环稳定性.在恒电流循环下,基于硼掺杂再生石墨的半电池初始容量为330 mAh/g且在100次循环后仍可保持在333 mAh/g.除此之外,Zhang等[55 ] 通过热处理去除废旧石墨中残留的导电剂、黏结剂和增稠剂,然后对回收的石墨进行酚醛树脂涂层包覆处理,涂覆后的再生热解石墨虽然含有残留的乙炔黑和少量的羧甲基纤维素钠热解产物,但对电化学性能影响不大,可满足锂电池的再利用要求[图6 (a)].为了降低高温热处理中的能耗,化学溶剂被用于与热处理相结合.Yang等[48 ] 采用温度较低(400 ℃,500 ℃)的两次煅烧方法对废旧石墨进行预处理,预处理后的废旧负极石墨在1.5 mol/L的盐酸溶液中浸泡1小时,从而实现负极石墨中残留的锂、铜和铝的完全浸出.随后在浸出液中加入碳酸钠,可回收得到高纯度的碳酸锂[图6 (b)].再生石墨表现出良好的电化学性能,在37.2 mA/g、74.4 mA/g和186 mA/g倍率下的初始比容量分别为591 mAh/g、510 mAh/g、335 mAh/g,且在372 mA/g的高速率下循环100次后,其库仑效率和容量保留率分别为100%和97.9%.除了再次应用于锂离子电池电极材料,废旧石墨还可以用于其他储能设备,如锂硫电池、钠离子电池、钾离子电池和超级电容器等[59 -60 ] .机械球磨方法可有效混合废旧石墨与纯硫磺,随后将混合物置于马弗炉中加热12小时,可获得碳-硫复合材料[61 ] .将所制备的复合材料用作锂硫电池的正极材料,电化学测试结果表明其在0.2 C倍率下,初始放电容量高达1377 mAh/g,而在0.5 C倍率下,经过500次循环后的比容量仍保持在756 mAh/g.Liang等[42 ] 将经过简单热解后的废旧石墨直接应用于钠离子电池、钾离子电池中,并详细探索了钠/钾离子的脱嵌机制.通过原位XRD分析准确地揭示了石墨材料的典型阶段模型,包括可见的过渡阶段和Na/K离子脱嵌过程中的不可逆相变.电化学测试结果表明,热解再生后负极石墨性能良好,在钠离子电池中,在2 A/g的倍率下循环1000次后的容量保持率为94.6%,而在钾离子电池中,在0.05 A/g下的可逆容量高达320 mAh/g.Divya等[62 ] 采用固液萃取方法回收废旧石墨,然后再将其作为负极材料制备半电池并在世伟洛克(Swagelok)组件中进行预锂化.预锂化后的废旧石墨作为高能量密度双碳锂离子电容器的正极材料可表现出良好的电化学性能,在室温下的最大能量密度可达185.54 Wh/kg. ...
1
... 废旧负极石墨经过一定的处理工艺后可修复再生重新应用作为锂离子电池负极材料,这对于锂电池行业的可持续发展具有重要意义.层间距扩大、晶格结构变化以及杂质掺入是废旧锂离子电池失效后的负极石墨的显著特点.高温热处理是去除废旧锂离子电池负极石墨中残留杂质以及恢复废旧石墨晶格结构的常用且有效的方法.Yu等[57 ] 研究了不同热处理温度(2400 ℃、2600 ℃、2800 ℃、3000 ℃)对废旧石墨晶格结构恢复的影响,结果表明废旧石墨的石墨化程度随温度的增加而提高,且石墨层间距逐步降低至接近原始石墨.此外,热处理时间对晶格恢复也有影响,时间越长石墨化程度越高,但反应超6小时后趋于稳定,即高温下(3000 ℃)下反应6小时可以显著消除石墨内应力和达到高度石墨化,所获得的再生石墨具有良好的电化学性能,初始充电容量为325.5 mAh/g,循环1000次后容量保持率为97.3%.虽然高温热解处理可以明显去除废旧石墨中的SEI层以及黏结剂等杂质,但废旧石墨中仍含有较多残留的锂.Markey等[58 ] 进一步证明硼酸溶液预处理后再通过短时间的中等温度退火可以完全去除残留在石墨颗粒中的锂.该方法不仅可以修复废旧石墨的成分/结构缺陷,还能在石墨颗粒表面形成功能性硼掺杂,达到较高的电化学活性和优异的循环稳定性.在恒电流循环下,基于硼掺杂再生石墨的半电池初始容量为330 mAh/g且在100次循环后仍可保持在333 mAh/g.除此之外,Zhang等[55 ] 通过热处理去除废旧石墨中残留的导电剂、黏结剂和增稠剂,然后对回收的石墨进行酚醛树脂涂层包覆处理,涂覆后的再生热解石墨虽然含有残留的乙炔黑和少量的羧甲基纤维素钠热解产物,但对电化学性能影响不大,可满足锂电池的再利用要求[图6 (a)].为了降低高温热处理中的能耗,化学溶剂被用于与热处理相结合.Yang等[48 ] 采用温度较低(400 ℃,500 ℃)的两次煅烧方法对废旧石墨进行预处理,预处理后的废旧负极石墨在1.5 mol/L的盐酸溶液中浸泡1小时,从而实现负极石墨中残留的锂、铜和铝的完全浸出.随后在浸出液中加入碳酸钠,可回收得到高纯度的碳酸锂[图6 (b)].再生石墨表现出良好的电化学性能,在37.2 mA/g、74.4 mA/g和186 mA/g倍率下的初始比容量分别为591 mAh/g、510 mAh/g、335 mAh/g,且在372 mA/g的高速率下循环100次后,其库仑效率和容量保留率分别为100%和97.9%.除了再次应用于锂离子电池电极材料,废旧石墨还可以用于其他储能设备,如锂硫电池、钠离子电池、钾离子电池和超级电容器等[59 -60 ] .机械球磨方法可有效混合废旧石墨与纯硫磺,随后将混合物置于马弗炉中加热12小时,可获得碳-硫复合材料[61 ] .将所制备的复合材料用作锂硫电池的正极材料,电化学测试结果表明其在0.2 C倍率下,初始放电容量高达1377 mAh/g,而在0.5 C倍率下,经过500次循环后的比容量仍保持在756 mAh/g.Liang等[42 ] 将经过简单热解后的废旧石墨直接应用于钠离子电池、钾离子电池中,并详细探索了钠/钾离子的脱嵌机制.通过原位XRD分析准确地揭示了石墨材料的典型阶段模型,包括可见的过渡阶段和Na/K离子脱嵌过程中的不可逆相变.电化学测试结果表明,热解再生后负极石墨性能良好,在钠离子电池中,在2 A/g的倍率下循环1000次后的容量保持率为94.6%,而在钾离子电池中,在0.05 A/g下的可逆容量高达320 mAh/g.Divya等[62 ] 采用固液萃取方法回收废旧石墨,然后再将其作为负极材料制备半电池并在世伟洛克(Swagelok)组件中进行预锂化.预锂化后的废旧石墨作为高能量密度双碳锂离子电容器的正极材料可表现出良好的电化学性能,在室温下的最大能量密度可达185.54 Wh/kg. ...
1
... 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
1
... 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
1
... 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
1
... 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
1
... 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
3
... 由于层间距扩大、层间范德华力减弱、表面结构损伤及缺陷等特点,废旧石墨比普通石墨更易剥离与分散.因此废旧石墨也被广泛用作制备氧化石墨烯、石墨烯及其复合材料的原材料,其中最常用的方法是Hummers氧化还原方法.Wang等[63 ] 分别采用废旧电池中的负极石墨与商用石墨制备氧化石墨烯和还原氧化石墨烯,测试表明负极石墨所制备的还原氧化石墨烯的比表面积比商用石墨所制备的还原氧化石墨烯的比表面积高8%,约为362.4 m2 /g.将葡萄糖作为还原剂的改进Hummers方法可制备出粒径约为5 μm、厚度为0.82~1.09 nm、层数为2~9层的高质量还原氧化石墨烯,且产率高达84.3%[64 ] .除此之外,由于废旧负极石墨中存在大量含氧基团以及结构缺陷,因此在制备过程中可显著降低相关试剂的消耗量,其中浓硫酸和高锰酸钾的消耗量分别比天然石墨少约40%和28.6%,可显著降低制备成本[65 ] .除了Hummers方法,还有一些其他方法也被用来制备石墨烯.Li等[66 ] 提出了一种利用浓硫酸、高锰酸钾和过氧乙酸三元体系,氧化还原一锅法制备还原氧化石墨烯的方法,不仅避免了还原剂和高温还原工艺,且产率高达61.2%,可大规模应用.除了传统的氧化石墨烯外,在不同温度下采用熔融氢氧化钠和氢氧化钾对负极石墨制备成的氧化石墨烯进行还原,去除不饱和含氧部分,可得到无序褶皱状态的可溶石墨烯纳米片[67 ] .所得到的可溶石墨烯纳米片具有良好的分散稳定性,分散在水或者乙醇溶液中静置4周后仍无明显的沉淀现象,在能源、化工及微电子等领域具有广阔的应用前景.Kang等[68 ] 提出了一种制备大尺寸石墨烯的短路放电方法(图7 ),利用锂离子插层从负极石墨中得到的LiC x x [44 ] .以上研究表明,与天然石墨相比,废旧锂离子电池中的负极石墨作为制备石墨烯类材料时可有效节省成本、提高产率,在石墨烯原材料领域具有较大的潜力. ...
... [
68 ]
Preparation of large size graphene by short circuit discharge<sup>[<xref ref-type="bibr" rid="R68">68</xref>]</sup> Fig. 7 ![]()
利用废旧石墨制备石墨烯类材料可将负极石墨存在的缺陷转化为优势,既能降低制备过程中相关试剂原料的消耗量,显著降低生产成本提高产量,还可获得高质量、性能良好的石墨烯类产品,是一种有效的变废为宝,实现双赢的技术手段. ...
... [
68 ]
Fig. 7 ![]()
利用废旧石墨制备石墨烯类材料可将负极石墨存在的缺陷转化为优势,既能降低制备过程中相关试剂原料的消耗量,显著降低生产成本提高产量,还可获得高质量、性能良好的石墨烯类产品,是一种有效的变废为宝,实现双赢的技术手段. ...
3
... 随着工业的发展,水资源受到各种污染物的威胁.磷是生物生长所必需的一种限制性营养元素,也是地表水水质的一种指标.然而,过量的磷酸盐会导致淡水富营养化和水生态系统的恶化.磷酸盐与含镁化合物间的亲和力较强,易形成镁磷化合物且有助于磷酸盐在溶液中的沉淀析出,但直接将镁化合物用作吸附剂则难以从废水中分离出来.此外,与普通石墨相比,经过长期的充放电循环后的废旧石墨不仅比表面积较大,表面还含有大量官能团和介质孔,可负载更多的含镁物质.因此,用纳米结构的Mg(OH)2 对废旧锂电池负极石墨进行表面改性(图8 ),可以去除过量的磷酸盐,其吸附量高达588.4 mg/g,比以往报道的碳基吸附剂高1个数量级[69 ] .除此之外,得益于废旧石墨较大的比表面积和稳定的碳结构,其也可作为二氧化锰的多孔支撑材料,从而实现对铅、镉、银等重金属污染水体的吸附[70 ] .由目前的研究表明,在污染物去除领域,所涉及的大部分碳材料可用废旧石墨代替,不仅节约资源还能有更高的效率和性能.值得一提的是,在废旧锂离子电池正极材料微波辅助回收方法中,负极石墨可作为还原剂从而提高正极材料中的金属萃取率,避免了外部还原剂的添加,尽可能形成闭环回收[71 ] .此外,考虑到石墨在高分子复合材料中的广泛应用,以及废旧负极石墨所具备的高杨氏模量、良好的热稳定性和导电性等特点,负极石墨被用于合成聚合物-石墨纳米复合薄膜.通过溶液插层法合成的聚乙烯石墨复合薄膜和聚丙烯石墨复合薄膜,力学性能显著提高,与纯聚乙烯和聚丙烯薄膜相比,抗拉强度提高10倍左右,且电导率高了5~6个数量级,是合成聚合物纳米复合薄膜的商用石墨的良好替代品[56 ] .此外,还提出了一种简单有效的冻融超声辅助循环方法将废旧石墨剥离为二维少层石墨纳米片,并将其应用于纳米流体中,所制备的纳米流体具有良好的导热性能与分散稳定性,在换热制冷等领域具有潜在的应用价值[72 ] . ...
... [
69 ]
Modification of spent anode graphite and adsorption on phosphate<sup>[<xref ref-type="bibr" rid="R69">69</xref>]</sup> Fig. 8 ![]()
<strong>3.5</strong> 废旧石墨回收面临的挑战 尽管目前废旧锂离子电池负极石墨的回收已经引起人们的关注,但仍未建立起完善的回收利用体系,仍面临诸多挑战与难题.首先,市场上流通的商业锂离子电池种类颇多,各个厂家生产的产品原料种类、配比皆有差异,废旧电池失效程度、负极石墨受损程度也无法定性分析.因此,应针对性地设计回收方案,对同一种类、同种工况下寿命完结或遭遇突发情况而失效的电池进行分类,根据其自身的特点选用最合适的处理方案.其次,回收方法较为繁琐,尤其是预处理阶段包括拆解、分离、提纯等步骤,应尽可能实现以上步骤的一体化从而节省时间和成本消耗.由于热处理所需能耗较高且有机物挥发易造成环境污染,溶剂处理所需时间较长效率偏低,探索开发一种温和高效的预处理方法对废旧电池负极石墨产业化回收较为关键,尤其是不能忽略回收过程的成本.最后,回收后的负极石墨应针对性地进行再利用,需指定标准对不同类型的废旧电池负极石墨进行评估,物尽其用,根据其自身特点进行修复再生、直接应用、作为原材料等不同阶段的梯次利用,以实现回收过程的经济效益最大化. ...
... [
69 ]
Fig. 8 ![]()
<strong>3.5</strong> 废旧石墨回收面临的挑战 尽管目前废旧锂离子电池负极石墨的回收已经引起人们的关注,但仍未建立起完善的回收利用体系,仍面临诸多挑战与难题.首先,市场上流通的商业锂离子电池种类颇多,各个厂家生产的产品原料种类、配比皆有差异,废旧电池失效程度、负极石墨受损程度也无法定性分析.因此,应针对性地设计回收方案,对同一种类、同种工况下寿命完结或遭遇突发情况而失效的电池进行分类,根据其自身的特点选用最合适的处理方案.其次,回收方法较为繁琐,尤其是预处理阶段包括拆解、分离、提纯等步骤,应尽可能实现以上步骤的一体化从而节省时间和成本消耗.由于热处理所需能耗较高且有机物挥发易造成环境污染,溶剂处理所需时间较长效率偏低,探索开发一种温和高效的预处理方法对废旧电池负极石墨产业化回收较为关键,尤其是不能忽略回收过程的成本.最后,回收后的负极石墨应针对性地进行再利用,需指定标准对不同类型的废旧电池负极石墨进行评估,物尽其用,根据其自身特点进行修复再生、直接应用、作为原材料等不同阶段的梯次利用,以实现回收过程的经济效益最大化. ...
1
... 随着工业的发展,水资源受到各种污染物的威胁.磷是生物生长所必需的一种限制性营养元素,也是地表水水质的一种指标.然而,过量的磷酸盐会导致淡水富营养化和水生态系统的恶化.磷酸盐与含镁化合物间的亲和力较强,易形成镁磷化合物且有助于磷酸盐在溶液中的沉淀析出,但直接将镁化合物用作吸附剂则难以从废水中分离出来.此外,与普通石墨相比,经过长期的充放电循环后的废旧石墨不仅比表面积较大,表面还含有大量官能团和介质孔,可负载更多的含镁物质.因此,用纳米结构的Mg(OH)2 对废旧锂电池负极石墨进行表面改性(图8 ),可以去除过量的磷酸盐,其吸附量高达588.4 mg/g,比以往报道的碳基吸附剂高1个数量级[69 ] .除此之外,得益于废旧石墨较大的比表面积和稳定的碳结构,其也可作为二氧化锰的多孔支撑材料,从而实现对铅、镉、银等重金属污染水体的吸附[70 ] .由目前的研究表明,在污染物去除领域,所涉及的大部分碳材料可用废旧石墨代替,不仅节约资源还能有更高的效率和性能.值得一提的是,在废旧锂离子电池正极材料微波辅助回收方法中,负极石墨可作为还原剂从而提高正极材料中的金属萃取率,避免了外部还原剂的添加,尽可能形成闭环回收[71 ] .此外,考虑到石墨在高分子复合材料中的广泛应用,以及废旧负极石墨所具备的高杨氏模量、良好的热稳定性和导电性等特点,负极石墨被用于合成聚合物-石墨纳米复合薄膜.通过溶液插层法合成的聚乙烯石墨复合薄膜和聚丙烯石墨复合薄膜,力学性能显著提高,与纯聚乙烯和聚丙烯薄膜相比,抗拉强度提高10倍左右,且电导率高了5~6个数量级,是合成聚合物纳米复合薄膜的商用石墨的良好替代品[56 ] .此外,还提出了一种简单有效的冻融超声辅助循环方法将废旧石墨剥离为二维少层石墨纳米片,并将其应用于纳米流体中,所制备的纳米流体具有良好的导热性能与分散稳定性,在换热制冷等领域具有潜在的应用价值[72 ] . ...
1
... 随着工业的发展,水资源受到各种污染物的威胁.磷是生物生长所必需的一种限制性营养元素,也是地表水水质的一种指标.然而,过量的磷酸盐会导致淡水富营养化和水生态系统的恶化.磷酸盐与含镁化合物间的亲和力较强,易形成镁磷化合物且有助于磷酸盐在溶液中的沉淀析出,但直接将镁化合物用作吸附剂则难以从废水中分离出来.此外,与普通石墨相比,经过长期的充放电循环后的废旧石墨不仅比表面积较大,表面还含有大量官能团和介质孔,可负载更多的含镁物质.因此,用纳米结构的Mg(OH)2 对废旧锂电池负极石墨进行表面改性(图8 ),可以去除过量的磷酸盐,其吸附量高达588.4 mg/g,比以往报道的碳基吸附剂高1个数量级[69 ] .除此之外,得益于废旧石墨较大的比表面积和稳定的碳结构,其也可作为二氧化锰的多孔支撑材料,从而实现对铅、镉、银等重金属污染水体的吸附[70 ] .由目前的研究表明,在污染物去除领域,所涉及的大部分碳材料可用废旧石墨代替,不仅节约资源还能有更高的效率和性能.值得一提的是,在废旧锂离子电池正极材料微波辅助回收方法中,负极石墨可作为还原剂从而提高正极材料中的金属萃取率,避免了外部还原剂的添加,尽可能形成闭环回收[71 ] .此外,考虑到石墨在高分子复合材料中的广泛应用,以及废旧负极石墨所具备的高杨氏模量、良好的热稳定性和导电性等特点,负极石墨被用于合成聚合物-石墨纳米复合薄膜.通过溶液插层法合成的聚乙烯石墨复合薄膜和聚丙烯石墨复合薄膜,力学性能显著提高,与纯聚乙烯和聚丙烯薄膜相比,抗拉强度提高10倍左右,且电导率高了5~6个数量级,是合成聚合物纳米复合薄膜的商用石墨的良好替代品[56 ] .此外,还提出了一种简单有效的冻融超声辅助循环方法将废旧石墨剥离为二维少层石墨纳米片,并将其应用于纳米流体中,所制备的纳米流体具有良好的导热性能与分散稳定性,在换热制冷等领域具有潜在的应用价值[72 ] . ...
1
... 随着工业的发展,水资源受到各种污染物的威胁.磷是生物生长所必需的一种限制性营养元素,也是地表水水质的一种指标.然而,过量的磷酸盐会导致淡水富营养化和水生态系统的恶化.磷酸盐与含镁化合物间的亲和力较强,易形成镁磷化合物且有助于磷酸盐在溶液中的沉淀析出,但直接将镁化合物用作吸附剂则难以从废水中分离出来.此外,与普通石墨相比,经过长期的充放电循环后的废旧石墨不仅比表面积较大,表面还含有大量官能团和介质孔,可负载更多的含镁物质.因此,用纳米结构的Mg(OH)2 对废旧锂电池负极石墨进行表面改性(图8 ),可以去除过量的磷酸盐,其吸附量高达588.4 mg/g,比以往报道的碳基吸附剂高1个数量级[69 ] .除此之外,得益于废旧石墨较大的比表面积和稳定的碳结构,其也可作为二氧化锰的多孔支撑材料,从而实现对铅、镉、银等重金属污染水体的吸附[70 ] .由目前的研究表明,在污染物去除领域,所涉及的大部分碳材料可用废旧石墨代替,不仅节约资源还能有更高的效率和性能.值得一提的是,在废旧锂离子电池正极材料微波辅助回收方法中,负极石墨可作为还原剂从而提高正极材料中的金属萃取率,避免了外部还原剂的添加,尽可能形成闭环回收[71 ] .此外,考虑到石墨在高分子复合材料中的广泛应用,以及废旧负极石墨所具备的高杨氏模量、良好的热稳定性和导电性等特点,负极石墨被用于合成聚合物-石墨纳米复合薄膜.通过溶液插层法合成的聚乙烯石墨复合薄膜和聚丙烯石墨复合薄膜,力学性能显著提高,与纯聚乙烯和聚丙烯薄膜相比,抗拉强度提高10倍左右,且电导率高了5~6个数量级,是合成聚合物纳米复合薄膜的商用石墨的良好替代品[56 ] .此外,还提出了一种简单有效的冻融超声辅助循环方法将废旧石墨剥离为二维少层石墨纳米片,并将其应用于纳米流体中,所制备的纳米流体具有良好的导热性能与分散稳定性,在换热制冷等领域具有潜在的应用价值[72 ] . ...



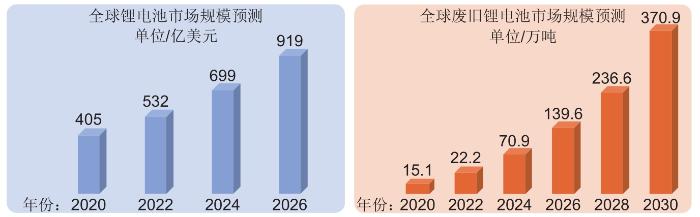
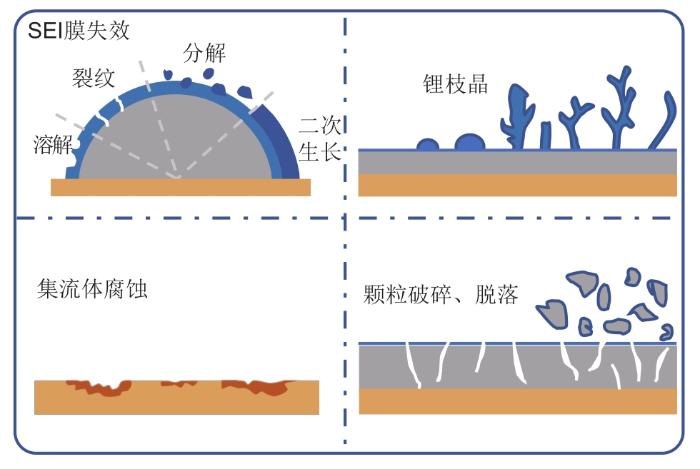
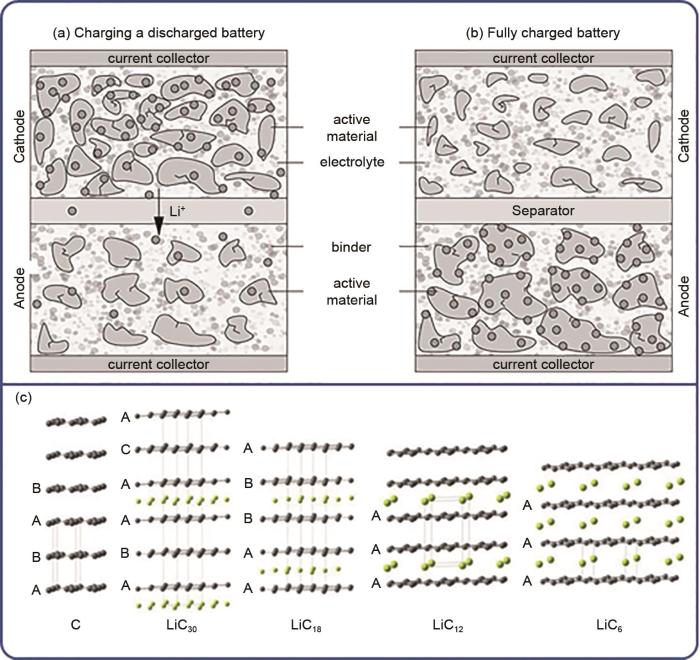
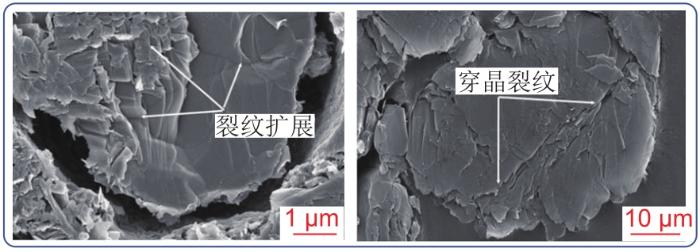
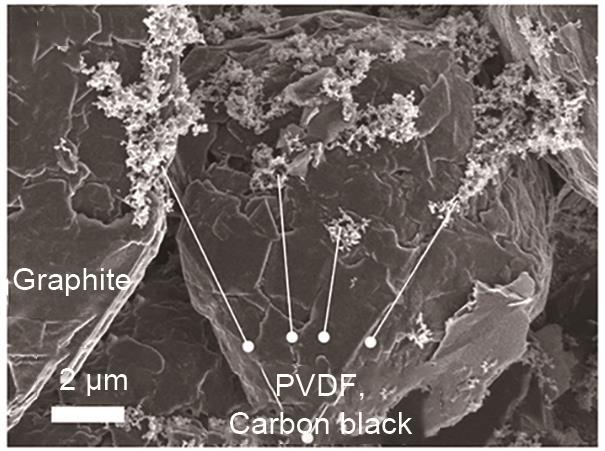
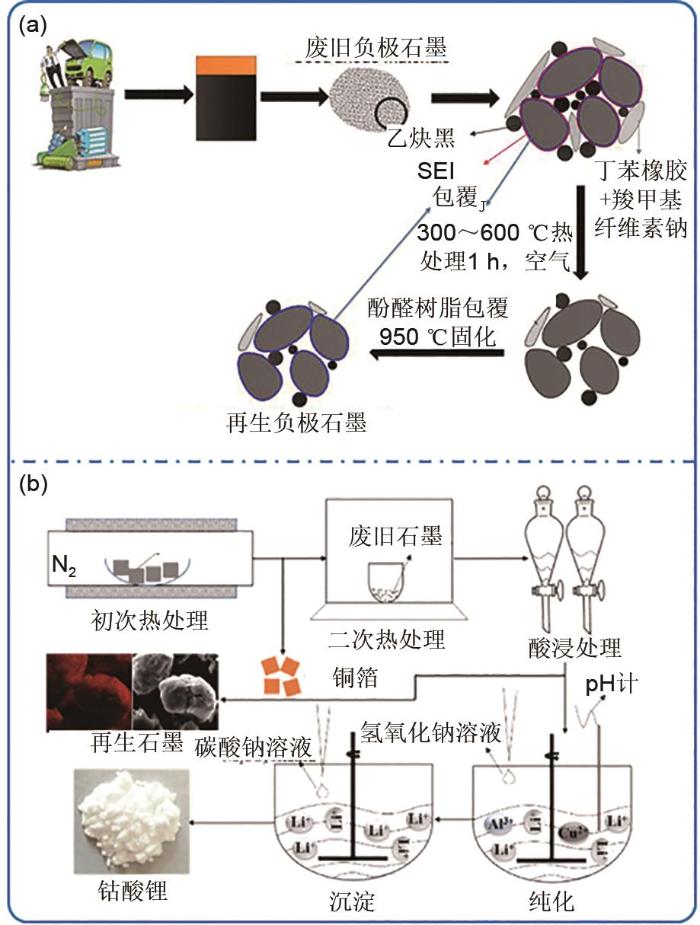
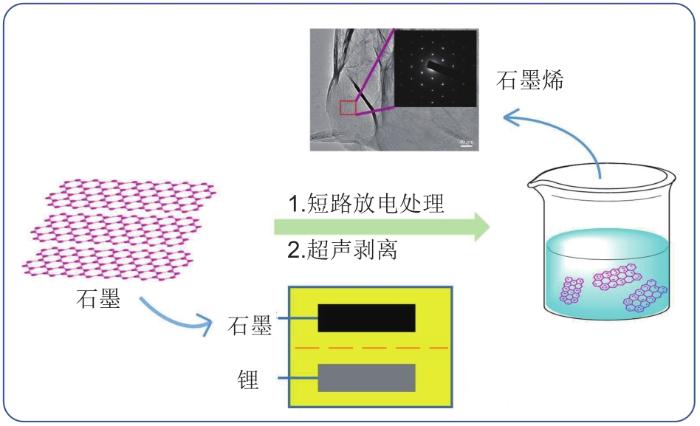
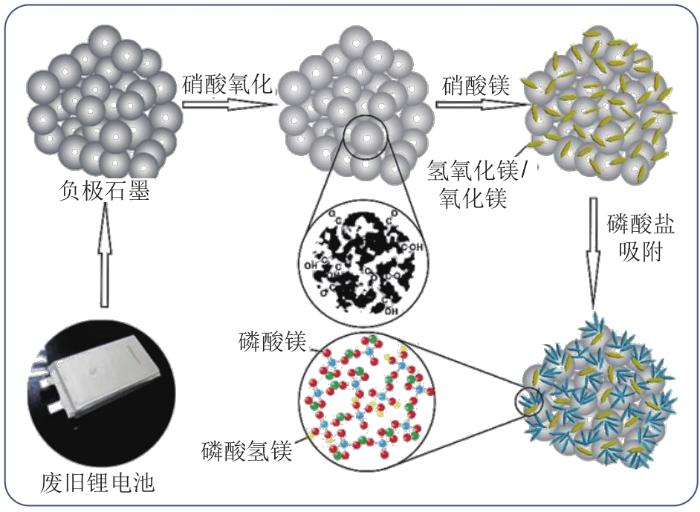

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}